Добрый день,
запилил себе станок из фанеры, первое что решил сделать - вырезать его заново, хотя бы ось Z.
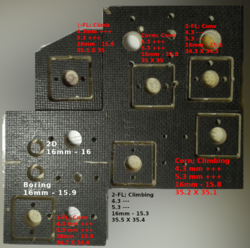
Столкнулся с проблемой что размеры убегают.
У меня в наличии 3 дешовых китайских фрезы, все 3.175мм, 1 и 2ух заходная с длиной режущей части около 20мм и кукуруза с длиной режущей части около 10мм.
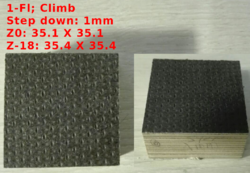
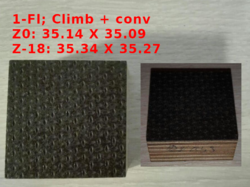
В принципе при не большой глубине фрезерования короткая кукуруза режет идеально или с минимальными отклонениями. Но если резать на всю глубину, то внутренние контуры к низу имеют размер меньше чем сверху, внешние на оборот к верху имеют размер меньше чем снизу.
Скорее всего проблема в том, что станок получился хлипким. Где-то прочитал что фрезы с длиной режущей поверхности больше 2.5 диаметров склонны к отгибанию.
Подачи 300-400мм, на зуб 0.01-0.04 мм, обороты 10000-12000, глубина за проход не более 2 мм, в основном экспериментировал с 1.5мм. Подачи пробовал и clibmb и conventional.
Вопрос в том, можно ли как-то порезать фанеру не переделывая станок и не заморачиваясь с двусторонней резкой?
На сколько жёсткие эти фрезы? Есть ли смысл покупать фрезы толще?
запилил себе станок из фанеры, первое что решил сделать - вырезать его заново, хотя бы ось Z.
Столкнулся с проблемой что размеры убегают.
У меня в наличии 3 дешовых китайских фрезы, все 3.175мм, 1 и 2ух заходная с длиной режущей части около 20мм и кукуруза с длиной режущей части около 10мм.
В принципе при не большой глубине фрезерования короткая кукуруза режет идеально или с минимальными отклонениями. Но если резать на всю глубину, то внутренние контуры к низу имеют размер меньше чем сверху, внешние на оборот к верху имеют размер меньше чем снизу.
Скорее всего проблема в том, что станок получился хлипким. Где-то прочитал что фрезы с длиной режущей поверхности больше 2.5 диаметров склонны к отгибанию.
Подачи 300-400мм, на зуб 0.01-0.04 мм, обороты 10000-12000, глубина за проход не более 2 мм, в основном экспериментировал с 1.5мм. Подачи пробовал и clibmb и conventional.
Вопрос в том, можно ли как-то порезать фанеру не переделывая станок и не заморачиваясь с двусторонней резкой?
На сколько жёсткие эти фрезы? Есть ли смысл покупать фрезы толще?