- Регистрация
- 26.11.2020
- Сообщения
- 579
- Реакции
- 374
- Баллы
- 153
- Город
- Жуковский
- Имя
- Александр
Приветствую всех!
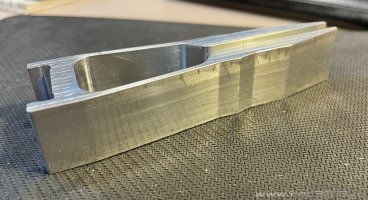
Ковыряю Д16Т и появились вопросы, на которые пока ответы не нашел.
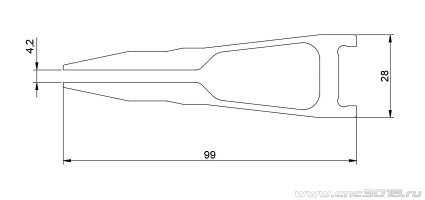
1. Допустимо ли вот такой фрезой ф4х16 вырезать деталь высотой 20 мм?
2. Почему фрезы 2-х, 3-х, 4-х пёрые с рабочей частью 16, 20 мм делают такими длинными (75 и 100 мм). В чем тайный смысл?
3. Эти самые фрезы мне приходится укорачивать до 50 мм. Фрезу зажимаю в дрель хвостовиком на улицу, включаю на малые обороты и дремелем с отрезным диском (38 мм) шваркаю около 1 мин, затем перерыв на остывание. Может зря и можно хреначить не боясь перегрева? Процесс получается долгий, очень долгий. Пробовал алмазными дисками ф20 и ф30 мм, если с нуля, то они накрываются моментально, если 1 мм простым отрезным прогрызть, то алмазный дорезает быстро.
Кто этим занимался, посоветуйте как проще, лучше.
4. Наткнулся вот на такие фрезы
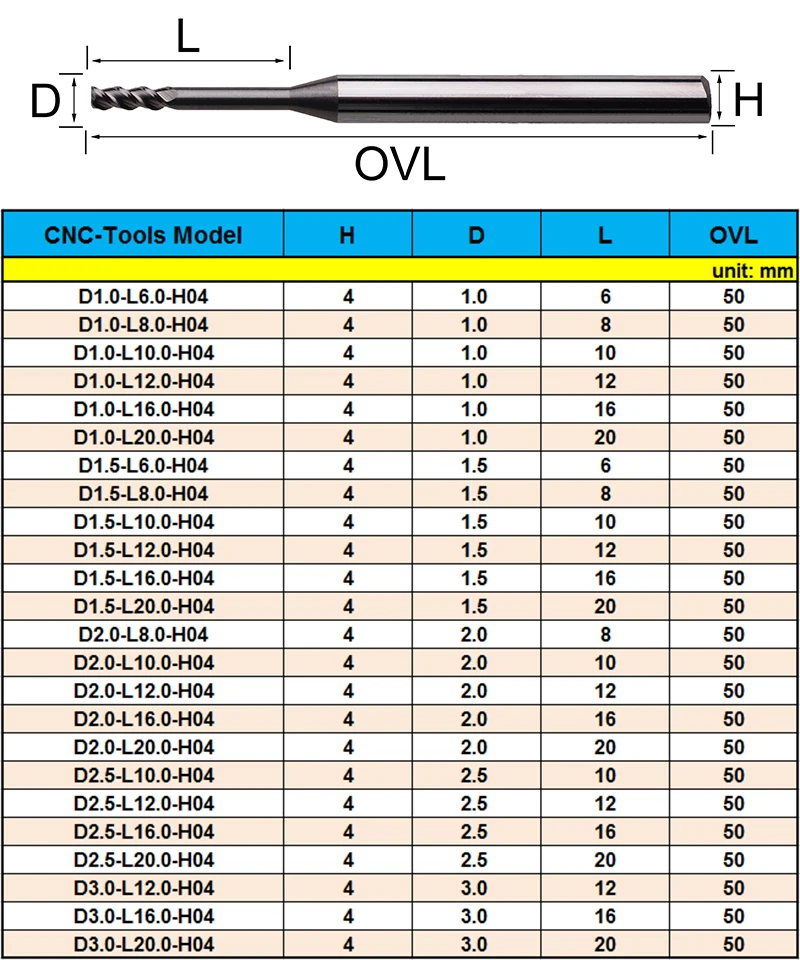
У них рабочая часть состоит из спиральной части (примерно 1/2, 1/3) и плоской (прослаблена на 0.1 мм), за счет этого вроде как возможно глубокое фрезерование. Более ф3 мм не нашел. Кто-нибудь юзал такие? Как они в работе?
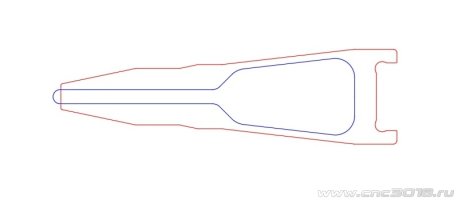
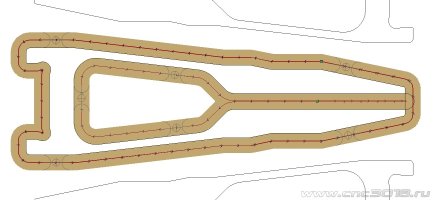
5. Вырезаю деталь из листа 20 мм, заглубление по 0.2 мм, сразу чистовое по профилю. Будет ли разница между встречным и попутным фрезерованием и какое предпочтительнее?
Ковыряю Д16Т и появились вопросы, на которые пока ответы не нашел.
1. Допустимо ли вот такой фрезой ф4х16 вырезать деталь высотой 20 мм?
2. Почему фрезы 2-х, 3-х, 4-х пёрые с рабочей частью 16, 20 мм делают такими длинными (75 и 100 мм). В чем тайный смысл?
3. Эти самые фрезы мне приходится укорачивать до 50 мм. Фрезу зажимаю в дрель хвостовиком на улицу, включаю на малые обороты и дремелем с отрезным диском (38 мм) шваркаю около 1 мин, затем перерыв на остывание. Может зря и можно хреначить не боясь перегрева? Процесс получается долгий, очень долгий. Пробовал алмазными дисками ф20 и ф30 мм, если с нуля, то они накрываются моментально, если 1 мм простым отрезным прогрызть, то алмазный дорезает быстро.
Кто этим занимался, посоветуйте как проще, лучше.
4. Наткнулся вот на такие фрезы
У них рабочая часть состоит из спиральной части (примерно 1/2, 1/3) и плоской (прослаблена на 0.1 мм), за счет этого вроде как возможно глубокое фрезерование. Более ф3 мм не нашел. Кто-нибудь юзал такие? Как они в работе?
5. Вырезаю деталь из листа 20 мм, заглубление по 0.2 мм, сразу чистовое по профилю. Будет ли разница между встречным и попутным фрезерованием и какое предпочтительнее?
")