Тема: "Результаты юстировки зажима ER11-A на двигателе 775".
"Измерение биений".
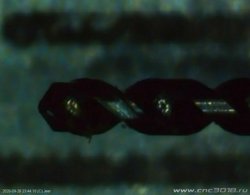
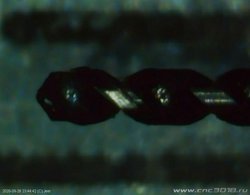
Через микроскоп были сделаны два фото по максимальному отклонению оси сверла 0.4 mm. На глаз, было определено, что размах составил около 50 um.
Теперь проведем измерения на основе фото.
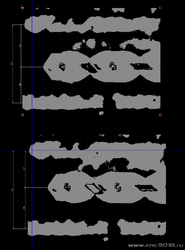
Закачиваем оба фото в DipTrace, контрастируем и накладываем размеры.
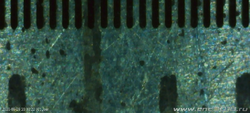
Фото делались на фоне линейки с шагом делений 1 mm = 1000 um.
В результате измерений получены отклонения оси сверла от оси между двумя делениями линейки (1 mm) в попугаях: плюс 2.5 и минус 1.5, что в сумме дает 4 попугая.
По измерениям в DipTrace получен эквивалент: 57 попугаев = 1000 um.
В таком случае, размах колебаний сверла составит D = 4 * 1000 / 57 = 70 um. Радиус отклонения (биения) сверла от центра R = +/- 35 um.
P.S.
Такой вот способ измерения биений.
"Измерение биений".
Через микроскоп были сделаны два фото по максимальному отклонению оси сверла 0.4 mm. На глаз, было определено, что размах составил около 50 um.
Теперь проведем измерения на основе фото.
Закачиваем оба фото в DipTrace, контрастируем и накладываем размеры.
Фото делались на фоне линейки с шагом делений 1 mm = 1000 um.
В результате измерений получены отклонения оси сверла от оси между двумя делениями линейки (1 mm) в попугаях: плюс 2.5 и минус 1.5, что в сумме дает 4 попугая.
По измерениям в DipTrace получен эквивалент: 57 попугаев = 1000 um.
В таком случае, размах колебаний сверла составит D = 4 * 1000 / 57 = 70 um. Радиус отклонения (биения) сверла от центра R = +/- 35 um.
P.S.
Такой вот способ измерения биений.
")