- Регистрация
- 10.05.2020
- Сообщения
- 41
- Реакции
- 32
- Баллы
- 38
- Город
- Белгород
- Имя
- Евгений
Добрый день.
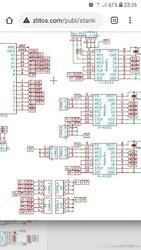
Собрал лазерный гравер. Ничего сложного, для Y два мотора с ремнями таскают ось Х. По Х соответственно свой мотор.
Драйвера 8825 для каждого мотора свои. Для Y используется канал Y и A. Полушаг 1/16. Разрешение 80шаг/мм, ускорение 300
Прошивка GRBL 1.1h
Ось Z отключена в прошивке.
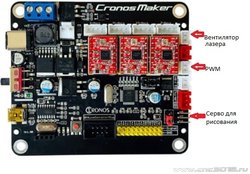
Лазер с платой TTL, яркость менять умеет
Есть концевики для парковки в левый нижний угол. Инверсий для моторов не использовал. Для концевиков инверсия по маске $23=3
Соответственно движение вверх по Y движемся в положительную сторону, движение в право по X в положительную сторону.
Программа используется Laser GRBL v3.8.7
Все настроено и все работает. Гравировал, что-то вырезал. Но с командой М3, а тут столкнулся с проблемой.
Стоит станку послать М4 для прицела, или при настройке УП, как ось Y разворачивается, точнее что бы не подавал +Y или -Y движется в одну сторону в минус...... После этого $H не работает, доезжает до концевика а обратно не может.
Отключение от порта, сброс платы кнопками программы не помогает.
Закрыть открыть программу, все восстанавливается.
Чудеса.....
Много раз перепроверял, М3 едем правильно М4 едем всегда в одну сторону. Перепрошивал, не помогает.
Я в сомнениях, так что все таки нужно.... M3 или М4?, ведь когда включаем режим лазера $32=1, то в настройках УП появляется возможность выбрать М4, я так понимаю это и есть PWM режим?
На форуме многие пишут, хочешь градации, используй М4, а он едет не туда.
Собрал лазерный гравер. Ничего сложного, для Y два мотора с ремнями таскают ось Х. По Х соответственно свой мотор.
Драйвера 8825 для каждого мотора свои. Для Y используется канал Y и A. Полушаг 1/16. Разрешение 80шаг/мм, ускорение 300
Прошивка GRBL 1.1h
Ось Z отключена в прошивке.
Лазер с платой TTL, яркость менять умеет
Есть концевики для парковки в левый нижний угол. Инверсий для моторов не использовал. Для концевиков инверсия по маске $23=3
Соответственно движение вверх по Y движемся в положительную сторону, движение в право по X в положительную сторону.
Программа используется Laser GRBL v3.8.7
Все настроено и все работает. Гравировал, что-то вырезал. Но с командой М3, а тут столкнулся с проблемой.
Стоит станку послать М4 для прицела, или при настройке УП, как ось Y разворачивается, точнее что бы не подавал +Y или -Y движется в одну сторону в минус...... После этого $H не работает, доезжает до концевика а обратно не может.
Отключение от порта, сброс платы кнопками программы не помогает.
Закрыть открыть программу, все восстанавливается.
Чудеса.....
Много раз перепроверял, М3 едем правильно М4 едем всегда в одну сторону. Перепрошивал, не помогает.
Я в сомнениях, так что все таки нужно.... M3 или М4?, ведь когда включаем режим лазера $32=1, то в настройках УП появляется возможность выбрать М4, я так понимаю это и есть PWM режим?
На форуме многие пишут, хочешь градации, используй М4, а он едет не туда.