Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно. Вам необходимо обновить браузер или попробовать использовать другой.
Комплектные граверы 15град.0,1, 20град.0,1 при подаче 1 мм/с обламываются на раз. 30 град.0,1 попрочнее. В Candle есть меню: коррекция>подача. Всегда начинаю гравировку плат с 10% подачи, и постепенно увеличиваю ориентируясь на звук работы шпинделя. Пока приспособился накопилось 1,5 упаковки обломанных граверов (15 и 20 град.). Появилась задумка сделать заточной станок на движке от HDD или CD-рома с регулировкой угла заточки фрезы и микроподачей.
Знаешь, прикинул, что можно использовать сам станок, если заточка под 90 градусов к подаче.
Зажимаем поломанную фрезу и опускаем в Candle очень мелкими шагами на очень мелкий плоский камень для шлифования. Процесс наблюдать, конечно, нужно под микроскопом (лучше) или с опытом. Но потом всё равно точно измерить нужно размеры получившейся новой фрезы желательно с микроскопом и микролинейкой...
Знаешь, прикинул, что можно использовать сам станок, если заточка под 90 градусов к подаче.
Зажимаем поломанную фрезу и опускаем в Candle очень мелкими шагами на очень мелкий плоский камень для шлифования. Процесс наблюдать, конечно, нужно под микроскопом (лучше) или с опытом. Но потом всё равно точно измерить нужно размеры получившейся новой фрезы желательно с микроскопом и микролинейкой...
Видео о заточки на станке прикладывал, задача в том чтобы иметь возможность регулировки угла заточки и микроподачу, вручную вряд ли получится достигнуть идеального результата.
Видео о заточки на станке прикладывал, задача в том чтобы иметь возможность регулировки угла заточки и микроподачу, вручную вряд ли получится достигнуть идеального результата.
Опять же как вариант для использования при заточке фрез V формы типа самого 3018.
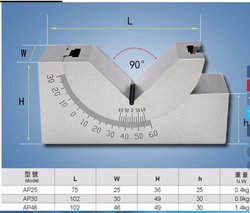
На стол, где он имеет наименьший перепад или на отшлифованный и выровненный жертвенник прицепляем на двухсторонний скотч вот такую станину (возможный минус - её высота):
(эта дороговатая, но просто как сама идея, а похожее основание можно, может, и дешевле найти). На одну из её скосов также на двухсторонний скотч приклеить плоский шлифовальный брусок (на выбор по опыту).
Зажимаем поломанную фрезу в цангу, запускаем вращение шпинделя и перемещениями в Candle вручную затачиваем боковые углы фрезы, предварительно выставив в станине нужный угол. После этого остриё заточенной фрезы уже на шлифованном бруске плоском, приклеенном на двухстороннем скотче к жертвеннику, стачиваем до получения нужной ширины фрезеровальной кромки.
Из формул для равнобедренного треугольника получается, если b - угол заточки фрезы, то нужно сточить такую фрезу по вертикали станком на высоту h = (d * sin (90 - (b/2) ) )/ (2 * sin( b/2) ), где d - нужная ширина гравирования фрезы. Ну и если есть микроскоп и микролинейка, то можно и измерить реально, что получается.
Также на такой прибамбасе можно переточить те фрезы, которые прислали нам с люфтом.)
Мой вариант отличается от этого тем, что камень стоит, а фреза вращается и что подача (фрезы к камню) в моём случае идёт с качеством нашего 3018, а на представленном устройстве (которое сложно повторить) деталями от разобранного микроскопа... А так больше разницы не вижу.
Да и по формуле можно посчитать сколько сточить длины нужно для любого размера торца фрезы (при разных углах фрез (10, 15, 20, 30 и так далее), а на представленном видео автор только один размер предложил для повторения и целый чертёж для него.
Если можно, дайте видео как этим пользуютесь, или фото, как удобней. Не пойму ни как, как у вас и в вашем варианте режущая часть у фрезы становиться выше.
На этом видео, если к нему у вас вопросов нет, сначала срезается (затачивается боковая часть фрезы) - вращается камень, а фреза поворачивается к камню вручную всей часть, которую надо спилить.
Предположим для начала, что на этом видео фреза при заточке начала вращаться не вручную, а с какой-то скоростью вокруг той же оси. Что-то изменится в заточке? На мой взгляд, нет - будет вариант двух дремелей, но строго зафиксированных так, что камень параллелен боковой кромке фрезы и постепенно к ней приближается, а потом шлифует (немного стачивает). При такой заточке через совсем немногое снятие (заточка) боковой кромки нижняя часть фрезы становится острой типа вершины равностороннего треугольника. Теперь эту вершину нужно сточить (высота равнобедренного треугольника), как на этом видео, ровно на столько, чтобы получить нужную режущую нижнюю часть фрезы (основание равнобедренного треугольника). На видео фрезу стачивают строго под 90 градусов, укорачивая фрезу на высоту равнобедренного треугольника с наперёд заданным основанием - нижней режущей частью.
Если в этом рассмотрении представленного видео ошибок нет, то вариант со станком 3018 (выше) отличается только тем, что как бы один из дремелей с камнем (шлифовальный) остановили, а с фрезой продолжает крутиться при тех же условиях заточки.
Это заточка боковой части конической фрезы V типа.
За качество рисунка сильно не ругайте, а то могу нарисовать портрет Клетчатого..).
(Приключения принца Флоризеля - Портрет Председателя)
Фреза зажатая в шпинделе , вращается, вращается круг дремеля, получается правильный конус, а на видео что я давал, фреза во первых вращается всего на 90 градусов, и второе самое важное, она находится под углом к камню, при первом касании затачиваеться режущая кромка, а при при повороте срезается тыльник и получается что режущая кромка на чуть ниже чем тыльник что и дает рез, а при такой заточке(двумя дремелями) все на одном уровне и когда начинаешь резать то фрезу отталкивает или наоборот резко заглубляет в материал, отчего не ровный а рваный рез...как то так ...
Я не подумайте не спорю с вашим вариантом, может я что то не так понимаю, очень хочется научиться затачивать фрезы, а то пока только ломать хорошо умею
Ну вот, всю интригу сорвал ndrtu, пишет правильно, режущая кромка всегда выше чем то что за ней. На видео видно, что при заточке боковой кромки фреза подводится к камню по принципу затвора "Мосина", только шаг при повороте другой . А когда режет нижнею (верхнюю) кромку то оси камня и фрезы по плоскости "Х" (к примеру) находятся под 90* (на клаве нету градусов, всё в холодильнике), а по оси "Y" кому как нравится, но не более 89* и не менее 01*
Мужик на видео не всё рассказывает, действует по принципу "я вам показал а вы думайте сами", система "Мосина" (ну понравилось мне такое выражение) хорошо видна на 5:04 видео
Хорошо, но продолжаем дальше рассуждать и даже добавлю видео от MBS опять с двумя дремелями.
На мой взгляд при вращении обоих дремелей создается конус, а так как фреза изначально имеет только одну половинку, срезанную вдоль оси симметрии, то у нас будет тоже точно половинка конуса. А это значит при разрезе перпендикулярно оси вращения чуть дальше острия фреза имеет вид как на рисунке.
И вот насчёт кончика. Допустим, мы сделаем сложное приспособление для указанной выше тобой точной заточки. Но автор MBS утверждает и мой и твой опыт показывает, что эти фрезы довольно быстро стачиваются в процессе работы (то есть через какое-то время затачиваются сами под 90 градусов). И вот теперь главный вопрос, как быстро это происходит. Если за время фрезерования платы фреза хоть 80% времени фрезеровки одной платы сохранит такую правильную первоначальную заточку кончика, то это нормально и затачивать придется, конечно, перед каждой платой, но это не долго. А если фреза сошлифуется (кончик) об материал под 90 градусов через 30% времени, то, может, и заточка точно под 90 градусов не так страшна? Зато легко выполняема. Кстати автор MBS о заточке кончика меньше всего волнуется в своём видео. Считает, что это не важно?
Конечно, Ваше программное обеспечение для блокировки рекламы отлично справляется с блокировкой рекламы на нашем сайте, но оно также блокирует полезные функции. Мы стараемся для Вас и не обязываем Вас донатить и скидывать денег на наши кошельки, чтобы пользоваться форумом, но реклама это единственное, что позволяет поддерживать проект и развивать его.


") .
.