Приложение
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.

Примечание: This feature currently requires accessing the site using the built-in Safari browser.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
ПОЛЕЗНО GGEasy (Grber2GCode)(фрезеровка печатных плат на ЧПУ, засветка лазером), изучаем, делимся опытом и достижениями.
- Автор темыЮрийВ
- Дата начала
- Регистрация
- 12.10.2019
- Сообщения
- 21
- Реакции
- 0
- Баллы
- 21
- Город
- Михайловск




Ваши сообщения автоматически объединены:
Рад за вас !!!у меня прекрасно две версии EXEшников в одной папке живут
зачем плодить кучу одинаковых папок?и не нужно ничего копировать
обзываете файлы как вам нравится, хоть по дате, хоть по версии - и пользуетесь
Вложения
ЮрийВ
МОДЕРАТОР ДАННОЙ ТЕМЫ
- Регистрация
- 01.07.2019
- Сообщения
- 3 708
- Решения
- 1
- Реакции
- 3 645
- Баллы
- 133
- Город
- Россия
- Имя
- Юрий
- Плата
- WOODPECKER 3.2 GRBL
Да уж. Не встречался с таким. Скорее всего у вас что-то не так в настройках Спринта. Экспорт файла сверловки. У Вас такие настройки?
Ваши сообщения автоматически объединены:

- Регистрация
- 11.09.2019
- Сообщения
- 502
- Реакции
- 841
- Баллы
- 138
- Возраст
- 63
- Адрес
- Украина
- Город
- Черкассы
- Имя
- Юра
- Плата
- самодельная на ESP32
бывает такое
Ваши сообщения автоматически объединены:
Рад за вас !!!
нечего страшного, правится в три клика мышкой
проверил в трех релизах - везде так ваш файл открывается, это не зависит от версии программы
для этого эта опция редактирования и сделана
ЮрийВ
МОДЕРАТОР ДАННОЙ ТЕМЫ
- Регистрация
- 01.07.2019
- Сообщения
- 3 708
- Решения
- 1
- Реакции
- 3 645
- Баллы
- 133
- Город
- Россия
- Имя
- Юрий
- Плата
- WOODPECKER 3.2 GRBL
Автор программы G2G, X-Ray, часто посещает эту тему. Так что всегда можете напрямую задать ему любые пожелания и вопросы, уточнить перспективы.еще бы сделать понимание DFX - вообще было бы очень хорошо
- Регистрация
- 08.07.2019
- Сообщения
- 694
- Реакции
- 280
- Баллы
- 103
- Прошивка
- GRBL 1.1f
Скачал по ссылке, новых возможностей не появилось, нет дополнительной кнопки.Ураааааааа!!!! Сенсация!!!! Новые возможности в G2G
Сведения о G2G:

Вложения

ЮрийВ
МОДЕРАТОР ДАННОЙ ТЕМЫ
- Регистрация
- 01.07.2019
- Сообщения
- 3 708
- Решения
- 1
- Реакции
- 3 645
- Баллы
- 133
- Город
- Россия
- Имя
- Юрий
- Плата
- WOODPECKER 3.2 GRBL
Скачал по ссылке, новых возможностей не появилось, нет дополнительной кнопки.
Сведения о G2G:

Я проверил эту (кнопки прежние, а возможности внутри новые в УП Карман):

- Регистрация
- 11.09.2019
- Сообщения
- 502
- Реакции
- 841
- Баллы
- 138
- Возраст
- 63
- Адрес
- Украина
- Город
- Черкассы
- Имя
- Юра
- Плата
- самодельная на ESP32
уже это одно чего стоит:Скачал по ссылке, новых возможностей не появилось, нет дополнительной кнопки.
В тестовой версии с сегодняшнего дня есть возможность фрезерования ПП ЧЕТЫРЬМЯ различными фрезами.
раньше чтобы сократить время фрезеровки, приходилось делать так
сперва связка фреза 3мм+1,5мм
затем - 1,5мм+0,5мм
и на конец 0,5мм+0,2мм
теперь это делается один раз
Это то что многие просили
ЮрийВ
МОДЕРАТОР ДАННОЙ ТЕМЫ
- Регистрация
- 01.07.2019
- Сообщения
- 3 708
- Решения
- 1
- Реакции
- 3 645
- Баллы
- 133
- Город
- Россия
- Имя
- Юрий
- Плата
- WOODPECKER 3.2 GRBL
Если бы Дамир не убрал в этой версии выбор площади минимальной фрезеровки: Min T1 Area, то можно было прежние версии не сохранять.уже это одно чего стоит:
раньше чтобы сократить время фрезеровки, приходилось делать так
сперва связка фреза 3мм+1,5мм
затем - 1,5мм+0,5мм
и на конец 0,5мм+0,2мм
теперь это делается один раз
Это то что многие просили
Всё таки она позволяла, если нужно, то для самой мелкой фрезы лишние вырезания чистовые сократить и ещё время уменьшить работы с ПП.... И всегда можно было её отключить, установив нулевую площадь.
Так что полностью заменить предыдущую версию по функциональности пока не имеем возможности.
- Регистрация
- 27.01.2020
- Сообщения
- 23
- Реакции
- 22
- Баллы
- 13
- Город
- Дніпро
- Имя
- Роман
Всем привет. столкнулся с такой проблемой, не могу понять почему скорость передвижения фрезы не меняется? скорость подачи меняю, а потом в канделе смотрю, а время выполнения g-кода не изменяется. уже много всего перепробовал, думал может это сам станок не позволяет разогнаться, менял настройки $110 и $120, это не помогло. в настройках кандела ограничение скорости тоже не обнаружил. подскажите куда смотреть?
ЮрийВ
МОДЕРАТОР ДАННОЙ ТЕМЫ
- Регистрация
- 01.07.2019
- Сообщения
- 3 708
- Решения
- 1
- Реакции
- 3 645
- Баллы
- 133
- Город
- Россия
- Имя
- Юрий
- Плата
- WOODPECKER 3.2 GRBL
Попробую вслепую ответить, не зная, что и как Вы на самом деле выполняете.подскажите куда смотреть?
Подачи фрезы выставляются в настройках инструмента G2G. Желательно не путаться в единицах измерения мм/сек или мм/мин.
В любом случае после создания УП в G2G, открываете любым просмотрщиком (лучше сразу это делать с помощью NC Corrector) полученный g-код и проверяете, что он совпадает с вашими установками в настройках G2G. Например, F24 - показывает в g-коде, что в данный момент скорость подачи 24 мм/мин.
Далее, если на этом этапе все нормально, то нужно сравнить настройки GRBL $110, $111, чтобы они были больше скорости подачи в g-коде после F.
Если и здесь всё нормально, то ещё есть вариант, что $120, $121 у Вас очень маленькие и фреза просто не успевает набрать необходимую скорость из-за очень малого установленного ускорения...
Ну и в настройках Candle Информация о станке Ускоренная подача тоже должна быть цифра, наверное, больше, чем подача F в вашем g-коде, чтобы не могла ограничивать ваши настройки подачи в G2G.
- Регистрация
- 27.01.2020
- Сообщения
- 23
- Реакции
- 22
- Баллы
- 13
- Город
- Дніпро
- Имя
- Роман
сделал как вы и сказали.
время выполнения кода не изменяется. хотя в программе я выбирал скорость и 10 и 1000мм/сек

- Регистрация
- 12.10.2019
- Сообщения
- 21
- Реакции
- 0
- Баллы
- 21
- Город
- Михайловск
Здравствуйте. Имеется еще вопрос, раньше при задании скорости перемещения все работало правильно. Теперь скорость регулируется автоматически, то ускоряется, то замедляется из за этого по переломал кончики гравера. На скруглениях и поворотах бывает замедляется, а бывает на оборот. Может где то настраивается.
Вложения

- Регистрация
- 05.02.2020
- Сообщения
- 403
- Реакции
- 531
- Баллы
- 118
- Веб-сайт
- boosty.to
- Город
- Голубое
- Имя
- Дамир
- Отчество
- Фаатович
Это что ещё за дичь?еще бы сделать понимание DFX - вообще было бы очень хорошо
ЮрийВ
МОДЕРАТОР ДАННОЙ ТЕМЫ
- Регистрация
- 01.07.2019
- Сообщения
- 3 708
- Решения
- 1
- Реакции
- 3 645
- Баллы
- 133
- Город
- Россия
- Имя
- Юрий
- Плата
- WOODPECKER 3.2 GRBL
Последнее редактирование:
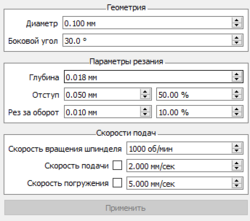
При скорости погружения фрезы 2 мм/сек и я бы переломал все тонкие гравёры. Даже для настроек щупа у меня стоит F10 для первого опускания. А при F100 (1.7 мм/сек) все концы фрез диаметром 0.1 или 0.2 мм обламывались или сразу или после нескольких секунд горизонтальной работы..по переломал кончики гравера
И подача 5 мм/сек это через чур.
Так что погружение пробуйте в пределах 0.15... 0.3 мм/сек. Подачи не более 0.5...1 мм/сек для начала.
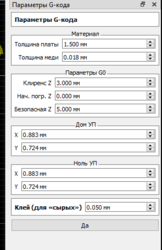
Да, и Начало погружения Z у меня чуть выше платы, с учетом неравномерности стола под платой до снятия карты высот: например, при неравномерности макс 0.5 мм начало погружения Z сделал 0.8 мм. Иначе у Вас все фрезы буквально могут врезаться сначала в некоторых местах в ПП (из-за неравномерности её зависит число этих мест) , а потом уже для них пойдёт команда использовать подачу для погружения.
Скорость подачи устанавливается G-кодом, который Вы задаете в настройках инструмента. То есть не автоматически, а Вами. В настройках GRBL $120,121,122 задается ускорение по осям, то есть скорость достижения заданной скорости подачи, заданной после F.Теперь скорость регулируется автоматически, то ускоряется, то замедляется
Для лазеров эти параметры рекомендуется делать побольше (100), а для фрез поменьше (10), чтобы плавнее были движения и меньше вероятность поломки фрез.
Ваши сообщения автоматически объединены:
А зачем Вам для фрезеровки заоблачные скорости? Поработайте с реальными 0.2...1(3) мм/сек.хотя в программе я выбирал скорость и 10 и 1000 мм/сек
Время подсчета работы УП не всегда корректно считается и Candle и NC Corrector-ом. Возможно, это как-то связано с преобладанием в траекториях вертикальных участков движения фрезы, хотя это тоже можно посчитать, или не учитывается параметр ускорения, которого нет в G-коде. Причина мне не известна...

-
О ФОРУМЕ CNC3018.ru
Интернет портал организованный в 2018 году , для поддержки пользователей мини станка с ЧПУ CNC 3018 и его модификаций.
Мы хотели бы помочь всем, кто приобрел или только собирается приобрести данный станок. Здесь Вы совершенно спокойно можете задать свои вопросы, или просто прочитать полезную или интересную информацию по сборке, настройке и эксплуатации данного мини станка. -
Статистика форума
-
Онлайн статистика
- Пользователей онлайн
- 3
- Гостей онлайн
- 2 130
- Всего посетителей
- 2 133
Общее количество посетителей может включать в себя скрытых пользователей. -
Контакты