
- Регистрация
- 19.06.2020
- Сообщения
- 930
- Реакции
- 856
- Баллы
- 188
- Возраст
- 73
- Город
- Светлогорск
- Имя
- Анатолий
Вообще ничего не понял...Вы пьяны или в палате тесно стало? Зачем чепуху городите?!!! При чем здесь УП, если у вас параметры неверно заданы?
Я не увлекаюсь спиртным и ни какими травками включая табак.
Какие параметры я неверно задаю?
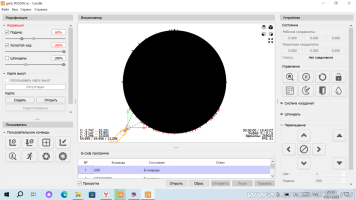
Скачал УП, загрузил и вижу
Ваши сообщения автоматически объединены:
Конечно особенно плохо знающий этот вопрос.У всех нормально, а вы особенный!
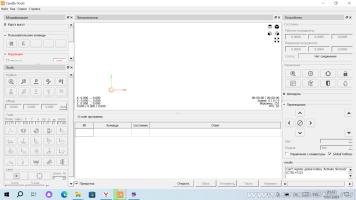
Не пойму в чем засада...
Координаты в нулях. Что дальше делать?
")

