- Регистрация
- 03.07.2020
- Сообщения
- 4
- Реакции
- 2
- Баллы
- 23
- Город
- Шахты
- Имя
- Сергей
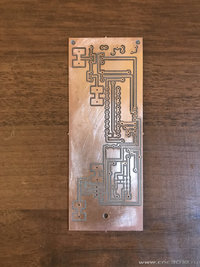
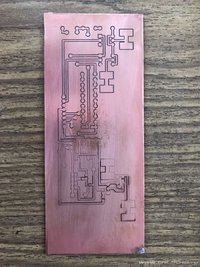
Добрый день! Прошу подсказки или советов, где искать причину. На CNC 3018 пытаюсь гравировать платы. Результат представлен на фото. Материал: фольгированный текстолит -1 мм, инструмент - Микрофреза концевая 2-х заходная с покрытием TiAlN D55MS0510D0450F2. Такой же результат может получаться и с другими инструментами. Материал закрепляется к жертвенному столу из текстолита (толщина 5 мм) с помощью 2-х стороннего скотча. Жертвенный стол в свою очередь закреплен к столу станка по углам болтами. По Z и другим осям люфтов нет, все 3 гайки на осях подпёрты по технологии "Винт М4 с пружиной". УП генерируется во FlatCam. Программа - Candle 1.2.8.1 b. Глубина фрезерования - 0,05 мм. Карта высот снимается. Результат может получаться и нормальным, но в основном на платах небольших размеров. Не вижу какой-то определенной зависимости, например, от инструмента или каких-либо условий, потому прошу Вашей помощи - может кто-то сталкивался. Время от времени возникает необходимость в изготовлении плат, поэтому хотелось бы каких-то стабильных результатов. Спасибо.
") Цифры ничо не дадут, акромя разочарования. Лучше на доступные методы борьбы энергию потратить. А методов тут на форуме - наверно все возможные под любой вкус и кошелёк
Цифры ничо не дадут, акромя разочарования. Лучше на доступные методы борьбы энергию потратить. А методов тут на форуме - наверно все возможные под любой вкус и кошелёк