Дорогой, Ramzess! Так с этого надо было и начинать! Теперь Вы наш самый ценный читатель темы, который со временем расскажет нам, после освоения метода лазер - травление - CNC, все тонкости этой технологии с краской.
Итак, по порядку.
В G2G подготавливаете базу инструментов - лазеров, именно лазеров, в тестовой версии теперь есть такая возможность. Чтобы не было в дальнейшем путаницы, сразу выставляете единицы измерения мм/мин, потому что в GRBL всё выставляется именно в таких единицах.

В отличие от типовых программ по работе с лазером в G2G, выставляется диаметр пятна сфокусированной точки лазера в разделе Геометрия. Для сравнения в лазероориентированных программах есть настройка Число линий на миллиметр. Так вот если там 10 линий на 1 мм, то это эквивалентно как бы диаметру фокусного пятна в G2G 0.1 мм.
В разделе Параметры резания Отступ соответствует такому же понятию, как и для фрез - если Отступ 0.05 мм, а диаметр фокусного пятна 0.1 мм, то засветки в смежных линиях будут как бы накладываться друг на друга с 50% перекрытием, что при засветке полигонов может оценивается как двойная засветка всей поверхности. Хотя это всё очень условно, так как интенсивность краёв пятна лазера "размыта" и убывает по Гауссовой кривой. Точно эти два параметра Диаметр и Отступ выставляются после практических экспериментов.
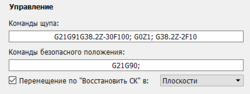
Скорости подач Скорость вращения шпинделя в моём примере выставлена 255, но в режиме лазера ($32=1) это соответствует мощности лазера 100%, при соответствующей настройке максимальной мощности в Candle, см. ниже).
Теперь о подаче лазера. Я выделил скорость подачи 1200 мм/мин, потому что в моём стоковом CNC3018, при такой подаче ещё не было пропусков шагов ШД. Если настроить поточнее драйвер ШД, возможно, у Вас получится разогнать подачу до 2000 мм/мин при нормальной работе ШД. Опять же всё зависит, как у Вас отстроены люфты регулировочными винтами, свободно ли работать ШД-ям, не подклинивают ли подшипники или втулки на валах, сколько весит лазер.
После создания УП в G2G, в g-коде Вы найдёте F1200, что будет доказательством, что УП для работы содержит именно ту подачу, что Вы выставили в настройках Инструмента Лазер.
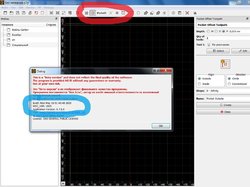
Теперь осталось не дать Candle и GRBL урезать эту подачу, то есть настроить там ограничивающие значения больше, чем 1200 мм/мин и с запасом, например, 2500 мм/мин.
И ускорение тоже сделаем 100 ...200 мм/сек^2. И заодно выставляем максимальную мощность лазера 255.
Для Candle это делается здесь:

Для GRBL это делается при помощи Cabdle, выставляя соответствующие параметры $:
| $110=2500.000 | X Max rate, mm/min |
| $111=2500.000 | Y Max rate, mm/min |
| |
| $120=200.000 | X Acceleration, mm/sec^2 |
| $121=200.000 | Y Acceleration, mm/sec^2 |
Чтобы мощность лазера менялась в соответствии со скоростью подачи, надо выставить динамический режим работы лазера M4. Сам не пробовал, но вроде бы G2G это делает в УП Карман для лазера автоматически (нужно смотреть сам g-код).
Теперь Вам осталось подобрать двумя параметрами в настройках Инструмента Лазер:
мощностью лазера (она же Скорость вращения шпинделя) и
скоростью подачи в пределах до 2500 мм/мин (если позволят ШД) такой оптимальный по скорости режим его движения, чтобы качественно испарялась краска и края участков краски были бы не рваными для качественного потом протравливания.