Всем привет. В общем, после продолжительного перерыва решил снова запустить станок для изготовления мастер-деталей для последующей выплавки из металла. За первый "блин комом" была скачена STL-ка с просторов интернета. Попробую расписать весь процесс ...
На первом этапе пришлось изготовить контейнер для плавки пластификатора на газовой горелке. В составе использовал парафин (85%), полиэтилен в виде "пупырки" (15%) и восковой карандаш (1 см) для цвета. Можно было бы плавить на водяной бане, но выбрал газовую горелку, т.к. полиэтилен плавится при 120 градусах, да и быстрее получается.
После остывания приступил к настройкам аппарата и самой резки. Вроде бы всё стандартно, но появилась проблема с мелкими деталями. Парафин плавится и оставляет прилипшие хлопья на модельке. Попробовал физически избавиться методом прохождения скальпелем по готовому кулону, но тщетно. Меня хватило на 30 минут. Далее плюнул на всё это дело и ... переплавил в новую заготовку.
Второй этап. После черновой обработки решил взять обычное подсолнечное масло и залить им все углубления. И, о чудо, все хлопья перестали разлетаться по квартире, а рез стал точным и без залипаний.
Идея пришла случайно. На одном из форумов один умелец рассказал о резке под водой, т.е. используя воду как охладитель. Выглядело странным. Когда я проводил резку, то температура жала не ощущалась. После прочтения задумался о контейнере с водой") ). Ну а потом дай думаю попробую с маслом вместо воды...
). Ну а потом дай думаю попробую с маслом вместо воды...
Дополню. Как только масло начинает загустевать и вскрываются траектории движения с отсутствием смазки, то надо будет легко пройтись ложкой, снять загустение (отработку) и добавить чистого масла.
До всех описанных моментов резал в два прохода (чистовая+обрезка) и долго удивлялся припеканиям. Теперь делаю в три прохода: черновая, чистовая с маслом, обрезка.
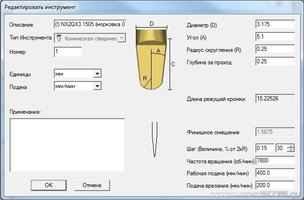
PS: Вопрос всем. Как можно избавиться от мелких полос после прохождения фрезы? Только шаг уменьшать? Если в ArtCam 2008 то где его прописывать (в настройках самой фрезы?) или в настройках Candle какой параметр за это отвечает?
На первом этапе пришлось изготовить контейнер для плавки пластификатора на газовой горелке. В составе использовал парафин (85%), полиэтилен в виде "пупырки" (15%) и восковой карандаш (1 см) для цвета. Можно было бы плавить на водяной бане, но выбрал газовую горелку, т.к. полиэтилен плавится при 120 градусах, да и быстрее получается.
После остывания приступил к настройкам аппарата и самой резки. Вроде бы всё стандартно, но появилась проблема с мелкими деталями. Парафин плавится и оставляет прилипшие хлопья на модельке. Попробовал физически избавиться методом прохождения скальпелем по готовому кулону, но тщетно. Меня хватило на 30 минут. Далее плюнул на всё это дело и ... переплавил в новую заготовку.
Второй этап. После черновой обработки решил взять обычное подсолнечное масло и залить им все углубления. И, о чудо, все хлопья перестали разлетаться по квартире, а рез стал точным и без залипаний.
Идея пришла случайно. На одном из форумов один умелец рассказал о резке под водой, т.е. используя воду как охладитель. Выглядело странным. Когда я проводил резку, то температура жала не ощущалась. После прочтения задумался о контейнере с водой
). Ну а потом дай думаю попробую с маслом вместо воды...Дополню. Как только масло начинает загустевать и вскрываются траектории движения с отсутствием смазки, то надо будет легко пройтись ложкой, снять загустение (отработку) и добавить чистого масла.
До всех описанных моментов резал в два прохода (чистовая+обрезка) и долго удивлялся припеканиям. Теперь делаю в три прохода: черновая, чистовая с маслом, обрезка.
PS: Вопрос всем. Как можно избавиться от мелких полос после прохождения фрезы? Только шаг уменьшать? Если в ArtCam 2008 то где его прописывать (в настройках самой фрезы?) или в настройках Candle какой параметр за это отвечает?