Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно. Вам необходимо обновить браузер или попробовать использовать другой.
такой вот вопрос- Candle 1.17 и GRBL 1.1f- начало координат- верхний левый угол, при попытке снять карту высот находит Z0, потом фреза поднимается на 1 мм и едет в нижний правый угол. из-за того что текстолит сильно кривой, на полпути фреза вгрызается в медь... беда-беда. как заставить фрезу подниматься выше или начинать работу с точки начала координат?
Привет, помогите новичку. В программе Candle есть кнопка щупа но у меня она не работает.
Если в поле Команда щупа написано J=G21G91G38.2Z-30F100; J=G91G0Z1; J=G91G38.2Z-2F10
то выдаёт:
J=G21G91G38.2Z-30F100 < error:2
J=G91G0Z1 < error:2
J=G91G38.2Z-2F10 < error:2
А если в поле Команда щупа написано G21G91G38.2Z-30F100; G91G0Z1; G91G38.2Z-2F10
то выдаёт:
G21G91G38.2Z-30F100 < ALARM:4
ok
G91G0Z1 < error:9
G91G38.2Z-2F10 < error:9
спасибо, отчасти помогло, но не совсем. сейчас по кнопке "поиск ноля", которая в верхнем ряду вторая слева, получается так- щуп опускается вниз, касается заготовки, потом поднимается вверх и начинает медленно опускаться и не коснувшись детали уходит в ошибку - alarm 5- что-то вроде "на запрограммированной высоте деталь не найдена"
спасибо, отчасти помогло, но не совсем. сейчас по кнопке "поиск ноля", которая в верхнем ряду вторая слева, получается так- щуп опускается вниз, касается заготовки, потом поднимается вверх и начинает медленно опускаться и не коснувшись детали уходит в ошибку - alarm 5- что-то вроде "на запрограммированной высоте деталь не найдена"
Безопасное и щуп - разные вещи.
Я у себя поставил Z30. На этой картинке параметр Z0 - это на сколько мм поднимется каретка Z если нажать на кнопку безопасного положения. В этом случае на 0 мм
спасибо!
з.ы. рано обрадовался... после первого касания поднимается щуп на указанную высоту, потом опускается до касания поверхности, тут всё хорошо. а вот при перемещении едет опять низко.. поменял значения, как на картинке, вроде получилось, но хотелось бы знать, что они обозначают
Я у себя поставил Z30. На этой картинке параметр Z0 - это на сколько мм поднимется каретка Z если нажать на кнопку безопасного положения. В этом случае на 0 мм
спасибо!
з.ы. рано обрадовался... после первого касания поднимается щуп на указанную высоту, потом опускается до касания поверхности, тут всё хорошо. а вот при перемещении едет опять низко.. поменял значения, как на картинке, вроде получилось, но хотелось бы знать, что они обозначают
спасибо!
з.ы. рано обрадовался... после первого касания поднимается щуп на указанную высоту, потом опускается до касания поверхности, тут всё хорошо. а вот при перемещении едет опять низко.. поменял значения, как на картинке, вроде получилось, но хотелось бы знать, что они обозначают
Здесь:
G21 - Работа в метрической системе.
G91 - Работа в относительных координатах.
G38.2Z-30F100 - Движение щупа на 30 мм вниз к заготовке со скоростью 100 мм/мин и остановка при касании датчика.
Далее G0Z1 - "отскок" вверх на 1 мм.
И снова G38.2Z-2F10 - вниз на 2 мм, но со скоростью 10 мм/мин для повышения точности.
Это родные команды щупа. Что вы ставите в самой карте высот - это целиком на вашей совести.
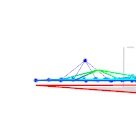
вот такой вопрос ещё. сейчас идет создание карты высот, при этом фреза оставляет точки на слое меди, на нарисованной карте некоторые точки получаются как одиночные пики и в этих местах на меди нет следа от касания фрезы... тут в какую сторону думать- механика или настройки?
вот такой вопрос ещё. сейчас идет создание карты высот, при этом фреза оставляет точки на слое меди, на нарисованной карте некоторые точки получаются как одиночные пики и в этих местах на меди нет следа от касания фрезы... тут в какую сторону думать- механика или настройки?
Где получаются пики, скорей всего текстолит слегка прогибается/выгибается. Прилепите плату к столу по всей площади на двухсторонний скотч (для жесткости) и попробуйте ещё раз.
Где получаются пики, скорей всего текстолит слегка прогибается/выгибается. Прилепите плату к столу по всей площади на двухсторонний скотч (для жесткости) и попробуйте ещё раз.
я прижимаю по всем сторонам пластинками, к тому же и пики, как правило, одиночные. плата размерами 70*30 мм, сетка 40*30, появление таких артефактов маловероятно из-за дефектов поверхности или плохой фиксации. но главное другое. в конце сканирования присмотрелся- щуп даже не пытается коснуться поверхности, виден заметный зазор, а он уже едет вверх.
завтра попробую индикатор приделать, может станет понятнее...
Подскажите, пожалуйста. Команда Z-щупа ведет себя совершенно адекватно - фреза в 2 приема (быстро, затем медленно)опускается до касания поверхности, но при создании карты высот все происходит по-другому. Движение сразу начинается с микрошага и расстояние до заготовки фреза преодолевает очень медленно. Это у всех так или только у меня? Если только у меня, где настраивается алгоритм перемещения оси Z при снятии карты высот в Candle 1.2.8 ?
Здравствуйте, подскажите пожалуйста. Уже сломал два гравера об щуп. Щуп вот такого плана как на картинки ниже. Когда нажимаю на кнопку probe в candle ось Z начинает с быстрое движение и просто врезается в щуп и все "alarm" и сломанный гравер. Потом попробовал сначала выставить 0 немного выше щупа. затем запустил - вроде норм. Но когда запускаю режим создания карты висот, снова возникает данная проблема "alarm" и сломанный гравер.
Подскажите как правильно настроить безопасную зону.