viktor2580
НОВЫЙ ПОЛЬЗОВАТЕЛЬ
- Регистрация
- 08.07.2023
- Сообщения
- 0
- Реакции
- 0
- Баллы
- 0
Здравствуйте, подскажите пожалуйста какие настройки нужно ставить для гравировки оргстекла?
Follow along with the video below to see how to install our site as a web app on your home screen.

Примечание: This feature currently requires accessing the site using the built-in Safari browser.
Тут больше не сколько задать, а чем резать, фреза или гравер должна иметь острые режущие кромки которыми не резали не то что металл, даже дерево, иначе даже на малых скоростях будет не столько резать, сколько плавить. Особенно если это не оргстекло (полиметакрилат) , а поликарбонат или полистирол (частенько путают). Ну, и, орошение водичкой мыльной (именно на основе мыла, а не моющих средств) весьма желательно.подскажите пожалуйста какие настройки нужно ставить для гравировки оргстекла?
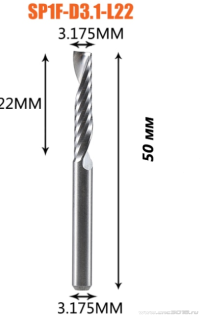
буду очень благодаренВ принципе оргстекло резать можно, даже с пазами и шипами. Использование охлаждающей жидкости обязательно,-в моем случае простая вода. Есть опыт резки и фрезеровки 10-милиметрового оргстекла. Резку производил спиральной однозаходной фрезой диаметром 1мм. Если вопрос еще актуален, режимы резки могу скинуть.

Согласен с тем, что материал может быть разнородный даже на одном листе. (Где-то проскакивает без охлаждения, а где-то обязательно надо мочить.)С рабочей подачей непросто: при взятии материала с разных мест одного и тог же листа скорости 150 мм/мин может быть много, начинается наплавление материала на фрезу, даже с применением воды.
F20
G1 Z -0.5
F300
G1 X 98.00 Y 1.25")
Поясни как это? Для отверстий 4 и 5 мм, для фрезы 3мм, угол получается в ~2 раза отличается, так? Не проще считать в заглублении на проход?угол спирали ставлю 4 градуса, на двух слишком медленно фреза опускается и оргстекло может намотать,
Что сказать, вот они фокусы Fusion360, к ним надо адаптироваться. Может это и правильней, но непривычно.В Fusion 360 я отверстия делаю стратегией Bore, в ней фреза двигается по спирали с заданным углом. При этом задается не заглубление за виток, а угол между полувитками спирали, по умолчанию он 2 градуса (или угол между плоскостью заготовки и линией врезания
то ли я такой зануда, то ли кто-то невнимательный?.... Вопрос был про ГРАВИРОВКУ, а все ответы про РЕЗКУ. Согласен, общее есть, но в целом совсем другая техника.
Здравствуйте, подскажите пожалуйста какие настройки нужно ставить для ГРАВИРОВКИ оргстекла?
оффтоп
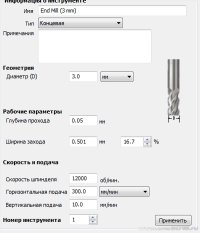
12000 на двухперку и 1500 на трех, это перебор. Режу 3мм 3перкой по 0.5 за проход на 400мм/мин на 3500 - 4500об/мин. Кроме пластика эта HSS фреза ничего не резала. Ей уже 3 года.Если ставить 3-х или 4-х пер. то будет плавится. Там обороты надо 1200-1500 идеально.
Некоторые типы оргстекла при охлаждении спиртом растрескиваются.Охлаждение спиртоводяная смесь.
И чтобы гравировка была равноглубинная - карта или горизонтированный жертвенник.С гравировкой справляется морковка 0.25, соответственно заход не более 0.15, обороты 4500 - 5600 подача пониже 200 - 300, в зависимости от глубины
Интернет портал организованный в 2018 году , для поддержки пользователей мини станка с ЧПУ CNC 3018 и его модификаций.
Мы хотели бы помочь всем, кто приобрел или только собирается приобрести данный станок. Здесь Вы совершенно спокойно можете задать свои вопросы, или просто прочитать полезную или интересную информацию по сборке, настройке и эксплуатации данного мини станка.
МЫ ДОГАДЫВАЕМСЯ, ЧТО РЕКЛАМА ВАС РАЗДРАЖАЕТ!
Конечно, Ваше программное обеспечение для блокировки рекламы отлично справляется с блокировкой рекламы на нашем сайте, но оно также блокирует полезные функции. Мы стараемся для Вас и не обязываем Вас донатить и скидывать денег на наши кошельки, чтобы пользоваться форумом, но реклама это единственное, что позволяет поддерживать проект и развивать его.
Спасибо за Ваше понимание!