- Регистрация
- 16.10.2022
- Сообщения
- 1 411
- Решения
- 2
- Реакции
- 2 378
- Баллы
- 188
- Город
- Москва
- Имя
- Борис
- Станок
- CNC3018
- Плата
- Inectra HBC-3U.J
- Прошивка
- 4.2.15
Вообщето 0.002 это нормальное значение параметра $12.Как я понял, этот параметр правит надо.
Follow along with the video below to see how to install our site as a web app on your home screen.

Примечание: This feature currently requires accessing the site using the built-in Safari browser.
Вообщето 0.002 это нормальное значение параметра $12.Как я понял, этот параметр правит надо.
Прежде чем лезть в параметры, попробуйте задать переход на следующую траекторию по прямой. Исправьте строки с ошибкой 33.Как я понял, этот параметр правит надо.
Ошибка выходит при переходе на следующую сгенерированную траекторию.
Был поменян станок (vmid) и соответственно пост. в кам проге ничего не менялось (траектории и т.п).Прежде чем лезть в параметры, попробуйте задать переход на следующую траекторию по прямой. Исправьте строки с ошибкой 33.
Попробуйте этот генератор УП для резьбы, я разные резьбы с ним делал, сбоев не было.Но есть проблемы с этим постом в том что при нескольких траекториях резьбофрезерованиях в одном уп одну резьбу режет нормально последующую после погружения поднимается по одной стенке без кругового движения.
В зависимости от выбранного постпроцессора, в УП дуги представляются либо через G2/G3, либо в виде отрезков. Обычно эти две опции отражаются в названии постпроцессора, путем использования в названии сокращения _arc_. Например, постпроцессор gcode_mm.pp будет представлять дуги в виде отрезков, тогда как построцессор gcode_arc_mm.pp - через G2/G3.загрубляют дуги не в настройках грбл, а в настройкам кам/постпроцессора.
Только для ГРБЛ.Обычно эти две опции отражаются в названии постпроцессора
Sets Arc Output Mode (1=AbsIJK, 2=IncIJK, 3=R 360AbsIJK, 4=R 360IncIJK)В зависимости от выбранного постпроцессора, в УП дуги представляются либо через G2/G3, либо в виде отрезков. Обычно эти две опции отражаются в названии постпроцессора, путем использования в названии сокращения _arc_. Например, постпроцессор gcode_mm.pp будет представлять дуги в виде отрезков, тогда как построцессор gcode_arc_mm.pp - через G2/G3.
Для надежной работы УП лучше передавать дуги в виде отрезков. Потому, что постпроцессор считает отрезки с двойной точностью и анализирует предельные случаи более тщательно, чем прошивка. Из-за того, что в прошивке время на эти расчеты ограничено. Также обработка G2/G3 в прошивке может увеличить время выполнения УП.
Sets Arc Output Mode (1=AbsIJK, 2=IncIJK, 3=R 360AbsIJK, 4=R 360IncIJK)
нашел эту строчку в посте, буду экспериментировать.
как я понял это 4 варианта формирования дуг.
А не абсолютной (abs) и инкрементной (inc)?Два из них для дюймовой системы (inc)
Возможно. Наспех глянул.А не абсолютной (abs) и инкрементной (inc)?
ГРБЛ поддерживает эти коды (G02 и G03) и понимает при правильном их написании (задании)....
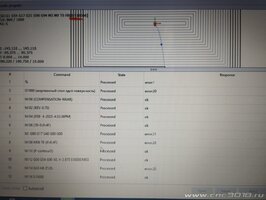
При фрезеровке поверхности выходит ошибка по коду G2,G3
error message(s) received:
G2 X10.81 Y-28.7 I0.J-0.53<error:33
G2 X10.81 Y-28.74 I-0.53 J0<error:33
G3 X8.4 Y-19.77 I0.53 J0.01<error:33
Эта прошивка должна поддерживает эти коды......



Интернет портал организованный в 2018 году , для поддержки пользователей мини станка с ЧПУ CNC 3018 и его модификаций.
Мы хотели бы помочь всем, кто приобрел или только собирается приобрести данный станок. Здесь Вы совершенно спокойно можете задать свои вопросы, или просто прочитать полезную или интересную информацию по сборке, настройке и эксплуатации данного мини станка.