- Регистрация
- 07.07.2025
- Сообщения
- 1
- Реакции
- 0
- Баллы
- 1
- Город
- Владивосток
- Область
- Приморский край
- Имя
- Андрей
Станок CNCTOPBAOS CNC 1610 PRO.
Купил для изготовления PCB электронных плат.
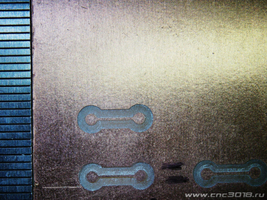
Не могу понять откуда у меня погрешностью в 0.3 - 0.4 миллиметра.
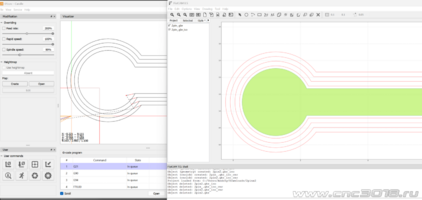
Вот пример, круглая площадка контакта должна быть 2мм, дорожка 0.8мм, по факту получаю площадку в среднем 1.7мм, дорожку 0.4мм.
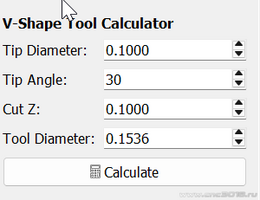
Фреза у меня 30 градусов, глубина z -0.1, диаметр инструмента согласно калькулятору выставляю 0,1536мм, 4 прохода.
В какие настройки ещё лезть, откуда у меня такой "сдвиг"?
Купил для изготовления PCB электронных плат.
Не могу понять откуда у меня погрешностью в 0.3 - 0.4 миллиметра.
Вот пример, круглая площадка контакта должна быть 2мм, дорожка 0.8мм, по факту получаю площадку в среднем 1.7мм, дорожку 0.4мм.
Фреза у меня 30 градусов, глубина z -0.1, диаметр инструмента согласно калькулятору выставляю 0,1536мм, 4 прохода.
В какие настройки ещё лезть, откуда у меня такой "сдвиг"?