Последнее редактирование:
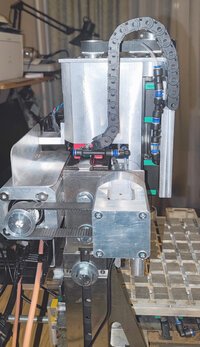
CNC 3020 из деталей УСП12
Зарегистрировался на сайте cnc3018, когда у меня был cnc1419(красный). Потом его продал. Через некоторое время меня опять потянуло к фрезерно гравировальному станку. Изготовление станка у меня затянулось. Уже скоро года 3 будет, как я его задумал делать. То лень было, то вдохновение пропадало, то заказанные детали ждал. Детали закупал на directlot и Алиэкспрессе. Самодельные делал сам. В наличии токарный станок 16У04П, фрезерный НГФ 110, сверлильный НС-12, наждаки, самодельный гриндер, китайский заточной для фрез, резцов, свёрл.
Плита основания у меня уже была 480х240х60. Шпиндель (хотел на cnc1419 поставить) и ШД Nema23(без энкодера) с драйверами - 3шт., тоже были. Попались случайно на directlot косынки и сложилась конструкция") .
.
Покупал все детали не торопясь, как бы в рассрочку. Сейчас цена, особенно на УСП, не гуманная.
Т.к. всё это дело собираю дома, сделал аж две тележки под станок. Первая стала уже маловатая 700х400 высота 800 мм.(уехала в гараж). Вторая побольше 900х700 высота 850 мм.
Задумана централизованная смазка. Закуплены индуктивные концевики и лазер LT-80W-AA (двухдиодный, оптических 10Вт.). Так же закуплены элементы УСП12 для 4 оси. Для обдува лазера и фрезы прикуплен стоматологический компрессор КМП 060.
Предвижу вопрос по ШВП 1204 (почему не 1605). Сразу отвечу, конструкция не складывается. Либо нужно шлифовать основание, УСП плиту под гайку ШВП, что для меня проблематично. Либо получиться малый просвет между рабочим столом и балкой оси Х. Сейчас он порядка 65мм.
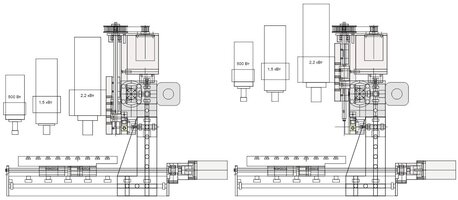
Характеристики:
Ход по оси Х 200 мм.
Ход по оси Y 300 мм.
Ход по оси Z 95 мм.
Детали УСП12 и УСП8:
Основание плита УСП 12, Артикул 7081-2081, размер 480х240х60, вес 29,5кг. -1шт.
Планка соединительная с Т-пазом (между боковой стойкой и плиты основания), Артикул 7030-2154, размер 120х60х30, вес 1,38 кг. – 2шт.
Косынки (обе левые, боковые стойки), Артикул 7084-0191, размер 240х120х25, вес 3,25 кг. – 2шт.
Планка соединительная с тремя Т-пазами (балки оси Х), Артикул 7030-2204, размер 300х60х60, вес 8,07 кг. – 2шт.
Опора квадратная 60Х60х40 мм. с четырьмя Т-пазами (между балками оси Х), Артикул (похожа на 7033-2381, только с четырьмя Т-пазами) , размер 120х60х30, вес 0,73 кг. – 2шт.
Рабочий стол УСП 8, Артикул 7081-4010 Д, размер 300х240х30 , Дюраль -1шт.
Направляющие, каретки:
По оси Y направляющие HGR20, длина 500 мм. – 2шт., каретки HGH20СA – 4шт.
По оси Х направляющие HGR20, длина 300 мм. – 2шт., каретки HGH20НA – 2шт.
По оси Z направляющие HGR15, длина 300 мм.(обрезаны до 275мм.) – 2шт., каретки HGH15СA – 4шт.
ШВП: все 1204
По оси Y 550 мм.
По оси Х 400 мм.
По оси Z 300 мм.
ШД:
По оси Y и Х шаговые двигатели с энкодером 23CE30C-500, драйвер CLE23.
По оси Z шаговый двигатель NEMA 23 76mm 18.9Kgcm 1.8Degre, драйвер DM542
Шпиндель 500Вт. Бесколлекторный.
Управляющая плата INECTRA MSC-3U
Комментарии по конструкции:
Направляющие, к элементам УСП12 прикручены через самодельные Т-гайки с резьбой М5 (под направляющие HGR20).
Болты, по большей части с прочностью 12,9 (черные), белые 8,8. Затягивал моментным ключом согласно рекомендациям.
Кронштейны под ШВП самодельные с радиально-упорными подшипниками 3200-2RS.
Привод ШВП оси Z через ременную передачу 3:1.
Пластины под кронштейны и опоры ШВП , сталь 6мм.
Конструкция оси Z, самодельная Д16Т 18мм.
Стружку ещё не пускал, но уже всё шевелится.
Зарегистрировался на сайте cnc3018, когда у меня был cnc1419(красный). Потом его продал. Через некоторое время меня опять потянуло к фрезерно гравировальному станку. Изготовление станка у меня затянулось. Уже скоро года 3 будет, как я его задумал делать. То лень было, то вдохновение пропадало, то заказанные детали ждал. Детали закупал на directlot и Алиэкспрессе. Самодельные делал сам. В наличии токарный станок 16У04П, фрезерный НГФ 110, сверлильный НС-12, наждаки, самодельный гриндер, китайский заточной для фрез, резцов, свёрл.
Плита основания у меня уже была 480х240х60. Шпиндель (хотел на cnc1419 поставить) и ШД Nema23(без энкодера) с драйверами - 3шт., тоже были. Попались случайно на directlot косынки и сложилась конструкция
.Покупал все детали не торопясь, как бы в рассрочку. Сейчас цена, особенно на УСП, не гуманная.
Т.к. всё это дело собираю дома, сделал аж две тележки под станок. Первая стала уже маловатая 700х400 высота 800 мм.(уехала в гараж). Вторая побольше 900х700 высота 850 мм.
Задумана централизованная смазка. Закуплены индуктивные концевики и лазер LT-80W-AA (двухдиодный, оптических 10Вт.). Так же закуплены элементы УСП12 для 4 оси. Для обдува лазера и фрезы прикуплен стоматологический компрессор КМП 060.
Предвижу вопрос по ШВП 1204 (почему не 1605). Сразу отвечу, конструкция не складывается. Либо нужно шлифовать основание, УСП плиту под гайку ШВП, что для меня проблематично. Либо получиться малый просвет между рабочим столом и балкой оси Х. Сейчас он порядка 65мм.
Характеристики:
Ход по оси Х 200 мм.
Ход по оси Y 300 мм.
Ход по оси Z 95 мм.
Детали УСП12 и УСП8:
Основание плита УСП 12, Артикул 7081-2081, размер 480х240х60, вес 29,5кг. -1шт.
Планка соединительная с Т-пазом (между боковой стойкой и плиты основания), Артикул 7030-2154, размер 120х60х30, вес 1,38 кг. – 2шт.
Косынки (обе левые, боковые стойки), Артикул 7084-0191, размер 240х120х25, вес 3,25 кг. – 2шт.
Планка соединительная с тремя Т-пазами (балки оси Х), Артикул 7030-2204, размер 300х60х60, вес 8,07 кг. – 2шт.
Опора квадратная 60Х60х40 мм. с четырьмя Т-пазами (между балками оси Х), Артикул (похожа на 7033-2381, только с четырьмя Т-пазами) , размер 120х60х30, вес 0,73 кг. – 2шт.
Рабочий стол УСП 8, Артикул 7081-4010 Д, размер 300х240х30 , Дюраль -1шт.
Направляющие, каретки:
По оси Y направляющие HGR20, длина 500 мм. – 2шт., каретки HGH20СA – 4шт.
По оси Х направляющие HGR20, длина 300 мм. – 2шт., каретки HGH20НA – 2шт.
По оси Z направляющие HGR15, длина 300 мм.(обрезаны до 275мм.) – 2шт., каретки HGH15СA – 4шт.
ШВП: все 1204
По оси Y 550 мм.
По оси Х 400 мм.
По оси Z 300 мм.
ШД:
По оси Y и Х шаговые двигатели с энкодером 23CE30C-500, драйвер CLE23.
По оси Z шаговый двигатель NEMA 23 76mm 18.9Kgcm 1.8Degre, драйвер DM542
Шпиндель 500Вт. Бесколлекторный.
Управляющая плата INECTRA MSC-3U
Комментарии по конструкции:
Направляющие, к элементам УСП12 прикручены через самодельные Т-гайки с резьбой М5 (под направляющие HGR20).
Болты, по большей части с прочностью 12,9 (черные), белые 8,8. Затягивал моментным ключом согласно рекомендациям.
Кронштейны под ШВП самодельные с радиально-упорными подшипниками 3200-2RS.
Привод ШВП оси Z через ременную передачу 3:1.
Пластины под кронштейны и опоры ШВП , сталь 6мм.
Конструкция оси Z, самодельная Д16Т 18мм.
Стружку ещё не пускал, но уже всё шевелится.






 , об выступающий ШД.
, об выступающий ШД.