- Регистрация
- 05.03.2021
- Сообщения
- 152
- Реакции
- 364
- Баллы
- 133
- Адрес
- Германия
- Город
- Баден Баден
- Область
- Баденвюртенберг
- Имя
- Артур
- Станок
- CNC 3018
- Плата
- AnnoyTools
- Прошивка
- 1,1f
Последнее редактирование:
Хорошего дня Братья и Сёстры по оружию! Имею такую же проблемку, но не в Candel, а в Mach3= Всё именно как у Мариям на пол пути встаёт колом. Управление пробойZ в Mach3 осуществляется через SCRIPT, перепробовал их 100500 штук, с инета, от знакомого, даже родной из коробки что на флешке, сам стал даже понимать и писать их «скрипты» по мере сложности, но не один повторюсь НЕ ОДИН ИЗ СКРИПТОВ, в Mach3 не отработал себя до конца, вниз едет касается, и всё! Смерился с этим, понимаю что собака где то не глубоко зарыта, выставляю нуль по старинке с кусочком бумажки") . Может кто с таким встречался?
. Может кто с таким встречался?
Станок, управляется вот такой коробкой:
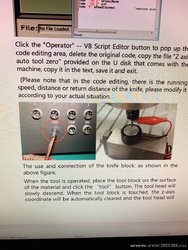
Сам щуп:
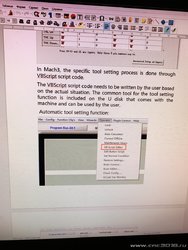
По настройкам:
Родные Script из коробки
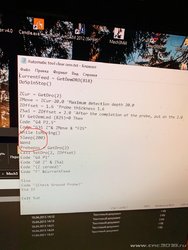
Скрипты дают сбой на этих строчках:
. Может кто с таким встречался?
Ваши сообщения автоматически объединены:
Станок, управляется вот такой коробкой:
Ваши сообщения автоматически объединены:
Сам щуп:
Ваши сообщения автоматически объединены:
По настройкам:
Ваши сообщения автоматически объединены:
Родные Script из коробки
Ваши сообщения автоматически объединены:
Скрипты дают сбой на этих строчках:
Вложения
-
 5BAC78CE-EE8F-4191-928A-78CEFC33F0DF.jpeg316.2 KB · Просмотры: 45
5BAC78CE-EE8F-4191-928A-78CEFC33F0DF.jpeg316.2 KB · Просмотры: 45 -
 98C875BC-C5E0-4073-B3B0-E5A3E2FA841C.jpeg313.7 KB · Просмотры: 44
98C875BC-C5E0-4073-B3B0-E5A3E2FA841C.jpeg313.7 KB · Просмотры: 44 -
 FCE35B92-DE6E-41BE-AB8F-171008FE0D14.jpeg341.6 KB · Просмотры: 42
FCE35B92-DE6E-41BE-AB8F-171008FE0D14.jpeg341.6 KB · Просмотры: 42 -
 01C022B6-C0DD-4C09-8D26-6EAF7B24D156.jpeg371.1 KB · Просмотры: 42
01C022B6-C0DD-4C09-8D26-6EAF7B24D156.jpeg371.1 KB · Просмотры: 42 -
 D08461F9-6C6E-4399-95BB-4095AE9CCB65.jpeg280.7 KB · Просмотры: 42
D08461F9-6C6E-4399-95BB-4095AE9CCB65.jpeg280.7 KB · Просмотры: 42 -
 DA902ECD-D43E-4E58-B86E-A2CA618AB786.jpeg321.7 KB · Просмотры: 38
DA902ECD-D43E-4E58-B86E-A2CA618AB786.jpeg321.7 KB · Просмотры: 38 -
 E4276D2D-3800-4F1B-BB21-CDA7FEDC4824.jpeg338.7 KB · Просмотры: 41
E4276D2D-3800-4F1B-BB21-CDA7FEDC4824.jpeg338.7 KB · Просмотры: 41 -
 AC34CDF3-2E32-4600-9A84-302B4947B5BF.jpeg334.2 KB · Просмотры: 44
AC34CDF3-2E32-4600-9A84-302B4947B5BF.jpeg334.2 KB · Просмотры: 44 -
 DFB15F19-F3A7-4D8A-8A2D-DD55D04C355E.jpeg471.7 KB · Просмотры: 40
DFB15F19-F3A7-4D8A-8A2D-DD55D04C355E.jpeg471.7 KB · Просмотры: 40 -
 85D416E2-EC10-460F-A364-8376DECA60A1.jpeg471.9 KB · Просмотры: 35
85D416E2-EC10-460F-A364-8376DECA60A1.jpeg471.9 KB · Просмотры: 35 -
 2EF8E5E3-B39A-42FE-904B-9FC6A254BEAE.jpeg344.9 KB · Просмотры: 38
2EF8E5E3-B39A-42FE-904B-9FC6A254BEAE.jpeg344.9 KB · Просмотры: 38