- Регистрация
- 26.03.2019
- Сообщения
- 3
- Реакции
- 15
- Баллы
- 23
- Город
- СПб
- Станок
- CNC 3020 pro
- Плата
- CronosMaker 1.7
- Прошивка
- GRBL
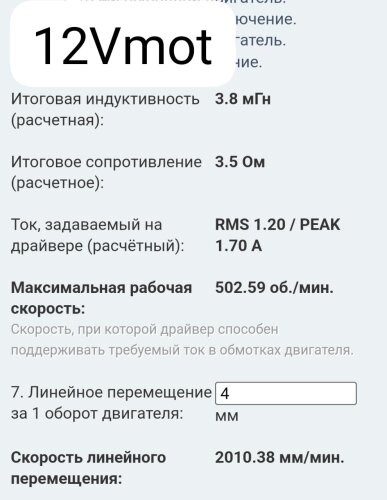
Насколько я понял из личного незнания опыта, за скорость перемещения отвечает плата управления, и в базовых версиях она ограничена максимум 30мм/с, после чего начинается совершенно непредсказуемое поведение станка. Может быть есть возможность с помощью каких-то волшебных манипуляций с настройками эту цифру увеличить?
Сейчас стоит плата Cronos Maker 1.7 с GRBL 1.1h
Посматриваю на https://aliexpress.ru/item/1000007220421.html, но нигде не сказано про этот параметр. Может кто-то прольет свет?
Сейчас стоит плата Cronos Maker 1.7 с GRBL 1.1h
Посматриваю на https://aliexpress.ru/item/1000007220421.html, но нигде не сказано про этот параметр. Может кто-то прольет свет?