- Регистрация
- 25.10.2021
- Сообщения
- 2
- Реакции
- 0
- Баллы
- 21
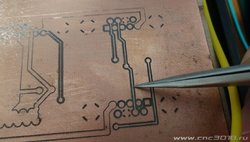
Всем привет. Делаю печатную плату одну, ширина некоторых дорожек 0,45мм, использую перья, которые шли в комплекте, 0,1мм и 20 градусов. Создаю gcode, отправляю в кендл, задаю начальные координаты, высоты ставлю по щупам. После создаю карту высот, сохраняю и запускаю её. Когда запускаю станок, фреза или вообще не касается меди (глубина реза была и 0,07 и 0,095 мм), а заново все создавал, слишком глубоко уходила фреза (даже при глубине 0,05мм). В чем прикол? Жертвенный столик из фанеры 18мм, втулки по оси Z и Х сделали из капролона, люфтом нет особо. Из-за всего этого такие дорожки, которых почти нет.
 Пол литра и не меньше...
Пол литра и не меньше...  Иначе толку не будет...
Иначе толку не будет...