

- Регистрация
- 23.06.2023
- Сообщения
- 5
- Реакции
- 20
- Баллы
- 73
- Возраст
- 58
- Город
- СПб
- Имя
- Вад
- Станок
- cnc 3020 plus
Последнее редактирование:

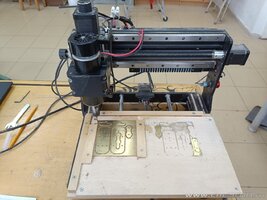
СНС 3018 чрезвычайно расширяет возможности домашнего мастера.
И как не воспользоваться возможностью, к примеру, самостоятельно раскроить латунную фурнитуру?!
Думаю, тема раскроя латуни на СНС 3018 интересна многим.
Я сам начал с настроек с этого форума, могу поделиться результатом своих опытов, и рассчитываю на отклик более грамотных специалистов.
Для экспериментов взял латунь «средней твердостиЛС59-1» 1мм
Резал однопроходной концевой фрезой «по алюминию» D2мм
Настройки:
(мощность 800)
Глубина прохода 0.4
Ширина захода 0.8
Скорость шпинделя 10000
Подача рабочая 40
Подача врезания 4
Резалось вполне нормально, фреза показала ресурс примерно на 700-800 мм. (Соответственно, на листе в 2мм ресурс фрезы стал в два раза меньше.)
Думал, увеличу ресурс четырехпроходной фрезой по стали D2мм, однако результат стал хуже, Подачу рабочую пришлось снизить до 20, качество реза снизилось, появились заусенцы, отгиб нижней кромки и т.д.
Можно еще экспериментировать с двухпроходной и дальше, от «морковки» до «кукурузы», но хочу спросить специалистов – чем и как лучше резать латунь? Как повысить эффективность этого процесса для СНС 3018?

") )
)