Наконец то прислали мне StepCam 1.73, и увы не сработало и с этой версией. При экспорте отверстий выбирая пункт "Фрезеровать...", отверстий в g-code так и нет.
Была тихая надежда, что кривость либо первой либо второй программы не дает это сделать, не оправдалась.
Я в каком то видео на ютубе видел как из спринта делали экспорт именно фрезеровкой отверстий, что позволило все отверстия сразу фрезеровать.
Фрезой 0.8 в один проход мелкие отверстия сверлились, а те что больше тут же фрезеровались до нужного диаметра. У меня так не получилось.
Я пошел немного другим путем. Отверстия под крепление, обычно их не много, я сделал контуром и выполняю эту операцию отдельным файлом перед обрезкой.
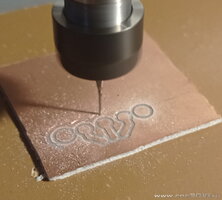
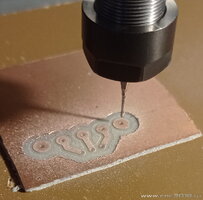
Немного через Париж в Макеевку, но так уходит меньше времени. Одна смена фрезы. Первая операция тонкое фрезерование, далее меняю фрезу на кукурузу 0.8мм и далее все ей. Удаляю больше фольги от дорожек. Все полигоны не удаляются, но получается вполне приемлемый вариант. Первый проход делал штихелем, но видимо комплектные очень плохого качества. Чистый рез не получается, обязательно остается небольшой залом, приходится дорабатывать наждачкой. Заказал концевые фрезы. Придут попробую с ними. Там где проходит кукуруза, там все чисто.
Таким образом сделал три маленькие платки под концевики.
Остались небольшие непонятки с картой высот и настройкой 0 по оси Z. Но надо сесть за станок и все проверить еще раз. Просто видимо где то что то не применил или не там установил.
Мне понравился этот способ. Для меня он простой и понятный. Но ArtCam и Aspire все равно придется осваивать. ПП не основное, для чего я покупал станок.
Очень хочется поработать с деревом.