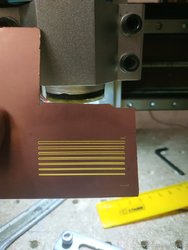
Назначил в GGEasy для гравера 0.1мм диаметер 0.15мм. С вертикальными и горизантальными дорожками улучшилось, не рвет. А вот наклонные выедает почти полностью. Причем на обратном ходе, когда обрабатывается соседняя дорожка. От скорости не зависит, что на 150, что на 300 - одно и тоже. Значит это не инерция и не потеря шагов. И не задержки в синхронизации X и Y таймеров.
Да, вопрос к специалистам по Марлину: на какой частоте там работают таймеры? А точнее, какая там задержка между опросом X и Y таймеров для одинаковых смещения по X и Y? И кто там в приоритете, X или Y?

Думаю, что эти проблемы возникают из-за суммирования следующих факторов.
- 30 микрон недобитого люфта в X и Y гайках. Но 30 микрон - это измерения без включенного мотора, с мотором может быть больше.
- 30 микрон биения шпинделя. Тоже измерял с выключенным мотором, при включенном может быть больше.
- неконцентричность гравера.
- вибрации мотора. Чтобы поставить мотор от ПРО в МАХ используется пластиковое кольцо, да и держатель мотора сделан неточно.

")