- Регистрация
- 07.02.2020
- Сообщения
- 5
- Реакции
- 2
- Баллы
- 23
- Город
- Санкт-Петербург
Я тут человек новый, прошу не бить сразу. Лучше совет дайте.
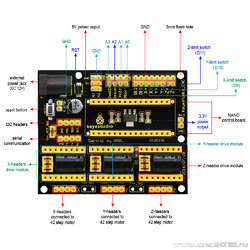
Есть в наличии разная комплектация от 3D принтеров - линейные направляющие Ф8мм. , к ним держатели и блоки линейных подшипников, ходовые винты и гайки к ним . На работе есть обрезки хорошего дюраля 2.5, 3 и 4 мм , обрезки станочного профиля 20Х40 . Есть шаговые двигатели 17HS3401. Из электроники есть в наличие блоки питания 24в/4А , платы ARDUINO NANO и даже какой то шилд под неё на 3 движка.
Вот теперь мучает вопрос. Нужен чисто сверлильный станочек ЧПУ для печатных плат. Стоит ли тратить время и самому пытаться сделать его, или напрячься и заказать у китайцев готовый? Сверлить надо редко, денег жалко.
Есть в наличии разная комплектация от 3D принтеров - линейные направляющие Ф8мм. , к ним держатели и блоки линейных подшипников, ходовые винты и гайки к ним . На работе есть обрезки хорошего дюраля 2.5, 3 и 4 мм , обрезки станочного профиля 20Х40 . Есть шаговые двигатели 17HS3401. Из электроники есть в наличие блоки питания 24в/4А , платы ARDUINO NANO и даже какой то шилд под неё на 3 движка.
Вот теперь мучает вопрос. Нужен чисто сверлильный станочек ЧПУ для печатных плат. Стоит ли тратить время и самому пытаться сделать его, или напрячься и заказать у китайцев готовый? Сверлить надо редко, денег жалко.