- Регистрация
- 25.01.2019
- Сообщения
- 8
- Реакции
- 1
- Баллы
- 1
- Город
- Usinsk
- Имя
- Kasyan
Меня интересует лазерная гравировка на алюминиевой заготовке.
Кто какие способы решения проблемы нашел?
Кто какие способы решения проблемы нашел?
Follow along with the video below to see how to install our site as a web app on your home screen.

Примечание: This feature currently requires accessing the site using the built-in Safari browser.

какие 255% насколько помню это 255 единиц, от 0 до 100%, тоесть 255 соответствует 100 процентам мощности, дальше хоть 300 ставте но выше 255 единиц (или 100%) мощности не будет, да лазер на 100% живет не долго, особенно мощный.к сожалению для вас не нада выделываться убийством лазера... если вы воткнули мощность лазера на 255% то это ни фига хорошего не даст.... я знаю 15ватник спалил так уже, тоже ставил на 255-260%, срок жизни месяц
да это даже в принципе не могут быть проценты (принцип работы ТТЛ лазера, если мне не изменяет память, это питание лазера полным расчетным током, а регулируется частотой срабатывания лазера, теперь вопрос, как можно поднять проценты выше 100, если при 100% лазер работает постоянно и не имеет возможности регулироваться силой тока, я бы понял если бы это был маломощный лазер подключенный как аналоговый там хоть ток поднять можно, но мощных лазеров с аналоговым управлением я не встречал.Efenia, неа эт % а не единицы, я имею ввиду то что вы выставлюете в программе уже
это подтвержу, по опыту валов на рейсмусе, отмыл раз столик керосином, пришлось потом все подшипники пересмазывать, он даже вверх по стальному валу ползти умудряется, в отличии от бензина,ацетона и прочих расстворителей, что ему люминий и дюраль, когда даже сталь с ним справиться не может.Использовать что-то ещё, кроме керосина- не эффективно,- керосин обладает хорошей проникающей способностью.
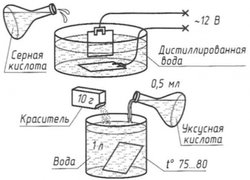
Можно тогда попробовать улучшить насыщение керосином за счет анодирования алюминия перед замачиванием в керосине. Вариант в кустарных условиях. Методика как на картинке, но вместо окрашивания - выдержка в керосине.Алюминий и его сплавы (дюралюминий и силумин) обладает не только высокой теплопроводностью, но и светоотражающими свойствами. Отсюда, алюминий- как зеркало- отражает лазер с поверхности, не как серебро, естественно, но весьма существенно... оттого и прожечь его лазером- дело сложное.
Рекомендую попробовать такой вариант: на сутки погрузить заготовку в керосин, после чего высушить и попробовать резать. Смысл в том, что маслянистые фракции остаются в порах металла (любой метал- пористый), прожигая лазером, мы выжигаем это масло, оно даёт тёмный оттенок, что должно быть видно на чистой поверхности.
Способ чисто теоретический- сам лазер пока не подключал, но мы подобным образом тонируем алюминиевые отливки- пропитываем керосином (лучше идёт керосин марки КО- он более маслянистый, нежели ТС-1) и в прокалочной печи выжигаем- отливки темнеют. Использовать что-то ещё, кроме керосина- не эффективно,- керосин обладает хорошей проникающей способностью.
Вообще, благодаря своей уникальной проникающей способности (не буду сейчас умничать про угол смачивания и прочее), керосин используют для проверки герметичности сварных швов и др. Он же, входит в состав всяких WD-40 и прочих подобных жидкостей... точнее, он- в основе этих жидкостей.это подтвержу, по опыту валов на рейсмусе, отмыл раз столик керосином...
") Шибко уж дорогой керосин...
Шибко уж дорогой керосин...Тут не так все просто. Анодирование алюминия, кроме создания глубоких некорродирующих пор (и это его как бы основное назначение), приводит к весьма существенному повышению поверхностной твердости металла. Точнее, на поверхности уже не металл, а оксидные пленки типа корунда. Даже твердосплавные резцы быстро садятся на этом материале.Можно тогда попробовать улучшить насыщение керосином за счет анодирования алюминия перед замачиванием в керосине. Вариант в кустарных условиях. Методика как на картинке, но вместо окрашивания - выдержка в керосине.
Я думаю мощность этого лазера маловата для гравировки на метале.
Лазер 7 Ватт (якобы), 450 нм
Станок 3018 Pro

Четыре прохода (один диагональный, один вертикальный, один горизонтальный, каждый запуск 10 линий/мм, скорость 100 мм/мин, $30=255, $31=0, $32=1, S-MIN=0, S-MAX=255 и ещё один диагональный на скорости 50 мм/мин и выкрутил Power Override x2, не знаю, помогло ли). Перед экзекуцией покрыл область 80*23 мм чёрным чернильным маркером (это который давят перед эксплуатацией, чтобы напитать перо). Всё заняло семь часов. Слева две полоски от глючных включений, при подключении lasergrbl тупо врубал лазер "на всю" и куда-то тихо полз. Скорее всего, нормально взялось бы и с одного прохода, но с уменьшенной скоростью - первый запоротый дубль на этом же месте я рисовал часа четыре, но вылетел свет и потерял позицию, потом пытался дважды восстановить позицию "на глазок". Полученное изображение затирал наждачкой не меньше часа. Две полосочки на "чистовике" не вывел толком до сих пор - весьма контрастные царапины на их месте видны до сих пор.
На обратной стороне ножа можно видеть заводскую маркировку выполненную, судя по всему, аналогичной техникой. Ну в общем это скорее не гравировка, а "тату", хоть и очень долговечная.
![IMG_20190225_115933[1].jpg](https://cnc3018.ru/data/attachments/3/3529-2c97cbeb9131b1299f8d98b8d420f49e.jpg "IMG_20190225_115933[1].jpg")
Мораль: не выделывайтесь с большой скоростью подачи, выясните экспериментально, как подавать максимум мощности параметрами $30 и S-MAX (есть нюансы, программа глючная).



для металлов так же и для всех других материалов есть фактор поглощения и отражения (Коэффициент эмиссии) для лазера это очень важный фактор это очень сильно влияет на нужную мощность лазера. аллюминий в зависимости от сплава и от качества поверхности поглащает примерно всего 40% энергии и 60% отражает ...если поверхность полированая то практически всё отражается и ничего не поглащается...допустим у нержавейки этот фактор другой 60% и 40% ...то есть написать на нержавейке легче чем на алю при одинаковой мощности....твердость металла или материала не играют никакой роли на гравировку или резку лазером..саммое главное Коэффициент эмиссии. Из практики резки металлов для алю нужно намого больше энергии чем для допустим железа или нержавейки. Прилагаю таблицу Коэффициентов эмиссии..правда на немецком..наверняка если погуглить есть и на русскомМеня интересует лазерная гравировка на алюминиевой заготовке.
Кто какие способы решения проблемы нашел?
Интернет портал организованный в 2018 году , для поддержки пользователей мини станка с ЧПУ CNC 3018 и его модификаций.
Мы хотели бы помочь всем, кто приобрел или только собирается приобрести данный станок. Здесь Вы совершенно спокойно можете задать свои вопросы, или просто прочитать полезную или интересную информацию по сборке, настройке и эксплуатации данного мини станка.