ivan-tesla
МЕСТНЫЙ
- Регистрация
- 14.06.2022
- Сообщения
- 0
- Реакции
- 0
- Баллы
- 20
- Город
- Керчь
Почему когда cnc3018 уходит в нулевую точку по трём концевикам, то он себя определяет за пределами станка, на минусовых координатах
Размеры поля: x=290 y=180 z=40
а определение координат на x=-289 y=-179 z=-39
как изменить это или исправить?

Размеры поля: x=290 y=180 z=40
а определение координат на x=-289 y=-179 z=-39
как изменить это или исправить?
$0=10
$1=255
$2=0
$3=6
$4=0
$5=0
$6=0
$10=1
$11=1.000
$12=0.002
$13=0
$20=0
$21=1
$22=1
$23=7
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=1
$100=800.000
$101=800.000
$102=800.000
$110=1000.000
$111=1000.000
$112=100.000
$120=200.000
$121=200.000
$122=20.000
$130=290.000
$131=180.000
$132=40.000
$1=255
$2=0
$3=6
$4=0
$5=0
$6=0
$10=1
$11=1.000
$12=0.002
$13=0
$20=0
$21=1
$22=1
$23=7
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=1
$100=800.000
$101=800.000
$102=800.000
$110=1000.000
$111=1000.000
$112=100.000
$120=200.000
$121=200.000
$122=20.000
$130=290.000
$131=180.000
$132=40.000
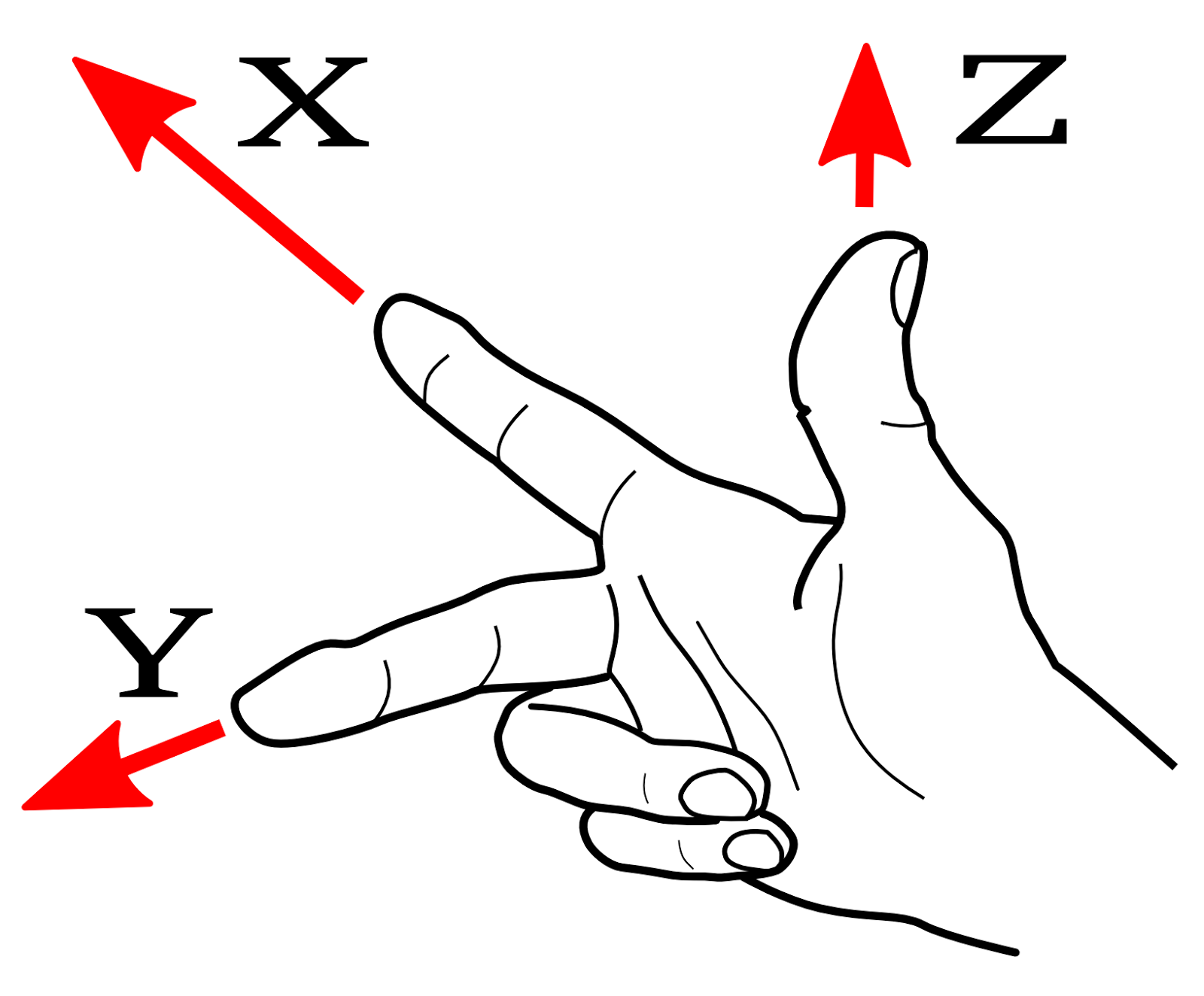
") = 64 вариантов. На изображении я показал пример комбинации $3=0 + $23=0 до 7. Объясните, пожалуйста, как они друг на друга влияют эти параметры. Как выйти из минуса по координатам. Я с вчерашнего дня читаю, пробую варианты, но до сей пор не получил вариант, когда все оси идут к концевикам, а если идут, то не находятся в минусе. Концевики у меня находятся (если смотреть спереди на станок): концевик х слева, концвевик у сзади, концевик z сверху.
= 64 вариантов. На изображении я показал пример комбинации $3=0 + $23=0 до 7. Объясните, пожалуйста, как они друг на друга влияют эти параметры. Как выйти из минуса по координатам. Я с вчерашнего дня читаю, пробую варианты, но до сей пор не получил вариант, когда все оси идут к концевикам, а если идут, то не находятся в минусе. Концевики у меня находятся (если смотреть спереди на станок): концевик х слева, концвевик у сзади, концевик z сверху.