XAND
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 14.12.2024
- Сообщения
- 0
- Реакции
- 4
- Баллы
- 2
- Возраст
- 63
- Город
- Череповец
- Область
- Вологодская
- Имя
- Андрей
- Станок
- MKS DLS32 v2.1 + MKS TS35
- Плата
- v2.1
Собственно купленный MKS DLS 32 плата версии V2.1 плюс к нему графический интерфейс MKS TS35 v2 приобретен как для лазерной гравировки, так и для фрезеровки. Станок куплен в комплектации CNC(фрезер). Но сразу перепрошит на лазер и собственно как лазер успешно опробирован. Сравнил два лазерных модуля, на 0.5 ватт оптической мощности и на 5.5 ватт оптической мощности. По итогу 0.5 вполне устроил для гравировки, а 5.5 пока непонятно нужен ли мне. Резать им не собирался. Далее необходимо совершить грамотный перевод платы в режим фрезера.
Да забыл указать глюки с которыми столкнулся.
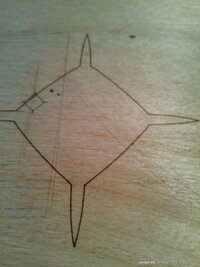
1 глюк - Работая с программой LightBurn столкнулсяч с тем, что станок получает неправильный grbl код, при выводе на "печеать" элементов векторной графики овальных или круглых форм получал на них странные выбросы в виде сторонних лучей. С графикой квадратных форм и отрезков все хорошо. Вылечилось переходом на программу LaserGRBL
2 не совсем глюк, недопонимание.... При прошивке кода для лазера от производителя МКС получал в настройках $100 $101 $102 значение 80, что автоматом приводило шкалу работы в 10 раз меньшею заданным размерам. Пришлось править на $100-102 на значение 800.
3 не смог найти или не допонял какие настройки убирают притормаживание при приближении к границам картинки, что вызывает перепрожог краев изображения. Пока не решил проблему.
Видимо надо досканально изучить все GRBL настройки.
4 В коде прошивки лазера. Значения скоростей по осям X Y Z выставленны на
$110=6000.000
$111=6000.000
$112=6000.000
Что явно перебор для движков пришлось понизить до 1500
И значения ускорений с 500 понизить до 50... только тогда все нормально работает
Ну и если есть советы по переводу данной прошивки в оба режима работы без глюков, буду очень рад информации")
Да забыл указать глюки с которыми столкнулся.
1 глюк - Работая с программой LightBurn столкнулсяч с тем, что станок получает неправильный grbl код, при выводе на "печеать" элементов векторной графики овальных или круглых форм получал на них странные выбросы в виде сторонних лучей. С графикой квадратных форм и отрезков все хорошо. Вылечилось переходом на программу LaserGRBL
2 не совсем глюк, недопонимание.... При прошивке кода для лазера от производителя МКС получал в настройках $100 $101 $102 значение 80, что автоматом приводило шкалу работы в 10 раз меньшею заданным размерам. Пришлось править на $100-102 на значение 800.
3 не смог найти или не допонял какие настройки убирают притормаживание при приближении к границам картинки, что вызывает перепрожог краев изображения. Пока не решил проблему.
Видимо надо досканально изучить все GRBL настройки.
4 В коде прошивки лазера. Значения скоростей по осям X Y Z выставленны на
$110=6000.000
$111=6000.000
$112=6000.000
Что явно перебор для движков пришлось понизить до 1500
И значения ускорений с 500 понизить до 50... только тогда все нормально работает
Ну и если есть советы по переводу данной прошивки в оба режима работы без глюков, буду очень рад информации