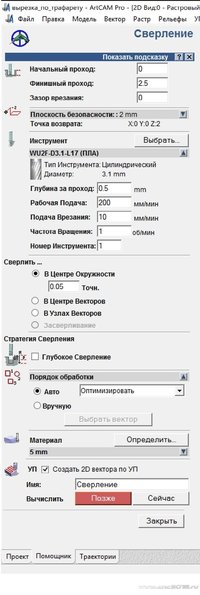
Пробую операцию сверления массива отверстий в Арткаме 2008.
Материал - тонкий пластик толщиной 2 мм.
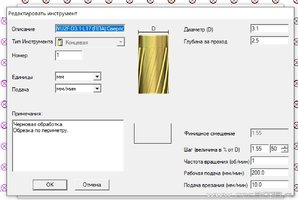
Пробовал задавать в инструменте глубину врезки в 2 мм. Указывал финишный проход в 2,5 мм. Пробовал применить глубокое сверление. В общем испробовал многое, но проблема осталась.
Подскажите, как убрать проход в несколько раз по отверстию?
У меня почему-то каждое отверстие режится тремя подходами. Как будто с каждым разом пробует углубиться.
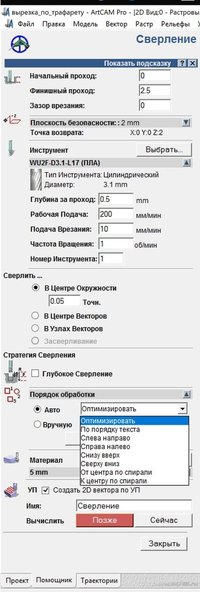
Понятно, что такая стратегия нужна для сверления металла, но тут пластик.
После второго захода начинает плавиться, хотя обороты понизил до 100/мин. Подача на уровне 30 мм/мин. Врезка 20 мм/мин.
Куда копать и добиться одного прохода на отверстие?
Материал - тонкий пластик толщиной 2 мм.
Пробовал задавать в инструменте глубину врезки в 2 мм. Указывал финишный проход в 2,5 мм. Пробовал применить глубокое сверление. В общем испробовал многое, но проблема осталась.
Подскажите, как убрать проход в несколько раз по отверстию?
У меня почему-то каждое отверстие режится тремя подходами. Как будто с каждым разом пробует углубиться.
Понятно, что такая стратегия нужна для сверления металла, но тут пластик.
После второго захода начинает плавиться, хотя обороты понизил до 100/мин. Подача на уровне 30 мм/мин. Врезка 20 мм/мин.
Куда копать и добиться одного прохода на отверстие?
")