При 36в он выдает 12к, ну а так да, при всем штатном прийдется елозить по черепашьиА у кого штатный двигатель и штатный БП, 8000об/м при 24В -? Нормально режет, подачу поменьше, не больше сотки для 0.2мм.
Приложение
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.

Примечание: This feature currently requires accessing the site using the built-in Safari browser.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
ПОЛЕЗНО Фрезы для фрезеровки печатных плат
- Автор темыAlsan
- Дата начала
- Теги
- печатная плата фрезы
- Регистрация
- 22.05.2019
- Сообщения
- 1 259
- Реакции
- 992
- Баллы
- 123
- Адрес
- Олонецкая губерния
- Город
- Каргополь
- Имя
- Дмитрий
- Отчество
- Васильевич
- Плата
- CAMTOOL 3.3
- Прошивка
- 0.9
Какое счастье, что не тороплюсь никуда...А то захотел бы так - нажал на кнопку , раз - все готово.")
- Регистрация
- 28.11.2019
- Сообщения
- 629
- Реакции
- 366
- Баллы
- 158
- Адрес
- Алмата
- Город
- Алмата
- Имя
- Влад
- Прошивка
- 1,1f
штатный 775 подача 120 глубина 0.05 фреза такая 3003 режет отличноА у кого штатный двигатель и штатный БП, 8000об/м при 24В -? Нормально режет, подачу поменьше, не больше сотки для 0.2мм.
- Регистрация
- 30.07.2019
- Сообщения
- 19
- Реакции
- 23
- Баллы
- 23
- Возраст
- 51
- Адрес
- Беларусь
- Город
- Шклов
- Имя
- Сергей
- Отчество
- Константинович
- Прошивка
- 1.1f
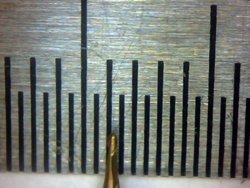
Купил для ПП вот такую фрезу. Но пока не устранил все люфты в станке пробовать ее не решился. К тому же не очень понятно с какими подачами ее использовать. Может кто знает, подскажет.
На фото сам кончик фрезы 0.2 и на линейке. Цена деления 0.5 мм.
На фото сам кончик фрезы 0.2 и на линейке. Цена деления 0.5 мм.
Вложения

- Регистрация
- 04.12.2019
- Сообщения
- 1 183
- Решения
- 1
- Реакции
- 1 763
- Баллы
- 133
- Город
- Владивосток
- Имя
- -
- Станок
- Sicono SIC 330
- Плата
- PCIMC-3D / NC Studio
Последнее редактирование:
Ключевой вопрос - зачем?? У вас печатная плата с рельефом?Купил для ПП вот такую фрезу. Но пока не устранил все люфты в станке пробовать ее не решился. К тому же не очень понятно с какими подачами ее использовать. Может кто знает, подскажет.
На фото сам кончик фрезы 0.2 и на линейке. Цена деления 0.5 мм.
ну в прочем если очень хочется, то режимы как для гравера с углом заточки 15градусов и пяткой 0.2 ставьте, не ошибетесь...
подача 150-250мм/мин (смотреть по вибрации станка), обороты 12-15к (лучше 15), подача врезания 50мм/мин, заглубление не больше 0.1мм
- Регистрация
- 15.12.2018
- Сообщения
- 74
- Реакции
- 61
- Баллы
- 38
- Возраст
- 53
- Адрес
- Россия
- Город
- Новосибирск
- Имя
- Дмитрий
- Плата
- WP 3.2
- Прошивка
- 1.1f
Может уже писали, всю ветку не курил, но хочу добавить своего практического опыта. Перепробовал с десяток разновидностей фрез под ПП и сотановился на 2ух видах, всё что до 0.5мм дороги и пятаки лучший результат "Кукуруза" 0.4мм (чисто уже до пост-обработки), одной фрезой дороги, сверловка, обрезка брал тут , всё что менее 0.5 мм, "Пирамида" 0.1мм (чисто уже до пост-обработки) брал тут, у меня подача от 1 до 3мм/сек, если снизить скорости можно получить ещё более чистый рез...












- Регистрация
- 01.07.2019
- Сообщения
- 3 715
- Решения
- 1
- Реакции
- 3 647
- Баллы
- 133
- Город
- Россия
- Имя
- Юрий
- Плата
- WOODPECKER 3.2 GRBL
Замечательно! Такого типа заточка и конструкция фрез и гравёров - наилучший вариант компенсировать не идеальную жесткость станка и обеспечить большую скорость подачи, которая не приводит к поломке используемого инструмента.Может уже писали, всю ветку не курил, но хочу добавить своего практического опыта. Перепробовал с десяток разновидностей фрез под ПП и сотановился на 2ух видах, всё что до 0.5мм дороги и пятаки лучший результат "Кукуруза" 0.4мм (чисто уже до пост-обработки), одной фрезой дороги, сверловка, обрезка брал тут , всё что менее 0.5 мм, "Пирамида" 0.1мм (чисто уже до пост-обработки) брал тут, у меня подача от 1 до 3мм/сек, если снизить скорости можно получить ещё более чистый рез...
PS А я так и не доделал ещё такие же таймер и УФ светодиодное поле для засветки....
- Регистрация
- 15.12.2018
- Сообщения
- 74
- Реакции
- 61
- Баллы
- 38
- Возраст
- 53
- Адрес
- Россия
- Город
- Новосибирск
- Имя
- Дмитрий
- Плата
- WP 3.2
- Прошивка
- 1.1f
Последнее редактирование:
Да я напаялся на славуPS А я так и не доделал ещё такие же таймер и УФ светодиодное поле для засветки....
) платы резал на станке, так что пропаивать пришлось с двух сторон.. получилось поле 200х300мм - как раз под станок,и ардуину для таймера посчитал избыточной, и поставил релейный таймер старт-стоп до 999сек, мне более 600сек и не к чему:

Думаю тут всё дело в жёсткости станков и оборотов шпинделя, у меня жёсткость усилена, шпиндель на 14500prm, бой на инструменте на ХХ 0.015 -как у взрослого станкаСколько разных пирамидок пробовал, все они дают отвратный рез, оставляя после себя мохру
в итоге наилучшие показатели на этих фрезах...
Ваши сообщения автоматически объединены:
мало того перепутал зеркалки когда переворачивал по реперным, пришлось перемычки паять и маска тут жесть - не дело ремонтную всё же использовать для таких площадей... вобщем учился как раз на этих платахплаты резал на станке, так что пропаивать пришлось с двух сторон
и станок отстраивал...- Регистрация
- 04.12.2019
- Сообщения
- 1 183
- Решения
- 1
- Реакции
- 1 763
- Баллы
- 133
- Город
- Владивосток
- Имя
- -
- Станок
- Sicono SIC 330
- Плата
- PCIMC-3D / NC Studio
аналогичноСколько разных пирамидок пробовал, все они дают отвратный рез, оставляя после себя мохру
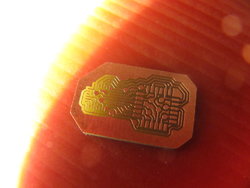
подтверждаю сказанное выше, граверы типа пирамидка немного лохматят медь, в отличие от конических с плоским кончиком.Думаю тут всё дело в жёсткости станков и оборотов шпинделя, у меня жёсткость усилена, шпиндель на 14500prm, бой на инструменте на ХХ 0.015 -как у взрослого станка
причем пробовал даже американские пирамидки от kyocera, ими тоже не удалось по качеству приблизиться к коническим граверам, которые при правильно подобранных режимах дают практически идеальные по качеству края дорожек:
Вложения


- Регистрация
- 15.12.2018
- Сообщения
- 74
- Реакции
- 61
- Баллы
- 38
- Возраст
- 53
- Адрес
- Россия
- Город
- Новосибирск
- Имя
- Дмитрий
- Плата
- WP 3.2
- Прошивка
- 1.1f
убирается за несколько взмахов "нулёвкой"подтверждаю сказанное выше, граверы типа пирамидка немного лохматят медь,
сколько эта красота гравировалась?к коническим граверам, которые при правильно подобранных режимах дают практически идеальные по качеству края дорожек:
Вот эта платка 11мин..

- Регистрация
- 15.12.2018
- Сообщения
- 74
- Реакции
- 61
- Баллы
- 38
- Возраст
- 53
- Адрес
- Россия
- Город
- Новосибирск
- Имя
- Дмитрий
- Плата
- WP 3.2
- Прошивка
- 1.1f
Ну и возможно у меня дело в дешманских граверах "переточках" коих набрал когда-то по неопытности, прикуплю как нибудь по вашей рекомендации, попробую..

но я думаю если мне понизить скорость подачи раза в 2-3, тоже получу идеальный рез, только вот мне важно время/ качество, а оно меня и так устраивает..Buy Products Online from China Wholesalers at Aliexpress.com
Ваши сообщения автоматически объединены:
Трафарета как деались места без маски?

-
О ФОРУМЕ CNC3018.ru
Интернет портал организованный в 2018 году , для поддержки пользователей мини станка с ЧПУ CNC 3018 и его модификаций.
Мы хотели бы помочь всем, кто приобрел или только собирается приобрести данный станок. Здесь Вы совершенно спокойно можете задать свои вопросы, или просто прочитать полезную или интересную информацию по сборке, настройке и эксплуатации данного мини станка. -
Статистика форума
-
Онлайн статистика
- Пользователей онлайн
- 2
- Гостей онлайн
- 3 378
- Всего посетителей
- 3 380
Общее количество посетителей может включать в себя скрытых пользователей. -
Контакты