- Регистрация
- 27.05.2020
- Сообщения
- 411
- Реакции
- 183
- Баллы
- 63
- Город
- Москва
- Имя
- Алексей
-
Рекомендованный
- #2 041
Follow along with the video below to see how to install our site as a web app on your home screen.

Примечание: This feature currently requires accessing the site using the built-in Safari browser.
покажите эту частьПомогите разобраться как правильно пилить печатные платы под чипули soic8 и прочую мелочь !
Не пинайте за неопытность вопрос мной только изучается,
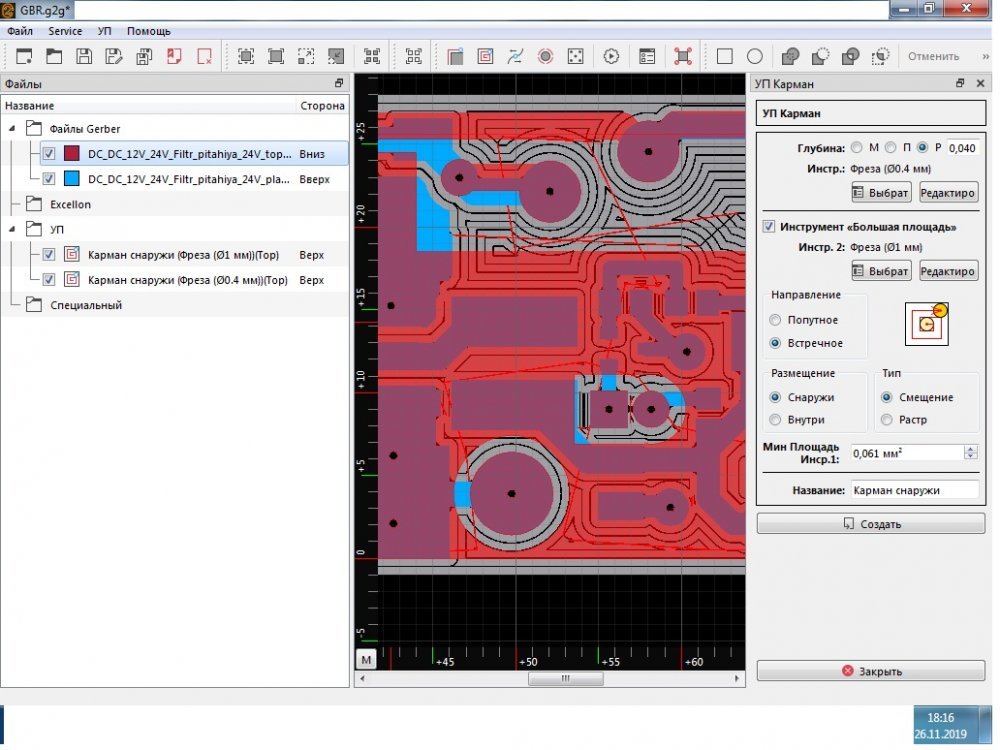
Скажите как в программе GGEasy пропилить дороги по следующему сценарию
Загружаем Gerber, далее УП профиль и тонким гравером 0,1мм V 15 градусов режем контур дорог
Далее идем в УП карман и более толстой Фрезой либо гравером 0,4мм Зачищаем за 2-3 шага лишнее вокруг дорог
Вроде Все как бы просто, НО как понять Что УП Карман отступила от того контура что мы сделали через УП профиль 0,1мм
и отступила ли?
Второй Вариант как бы сам напрашивается используем УП Карман с двумя инструментами и режем сразу без УП профиль
Но увы нельзя сказать проге что сначала пройдем первый контур тонкой Фрезой а остальные более толстой
Вот что получается после первого прохода тонкого гравера
как Быть ?

Это совершенно не нужно, программа сама определит,где чем ей работать.первой ставьте большую фрезу
второй меньшую
Помогите разобраться как правильно пилить печатные платы под чипули soic8 и прочую мелочь !
Не пинайте за неопытность вопрос мной только изучается,
Скажите как в программе GGEasy пропилить дороги по следующему сценарию
Загружаем Gerber, далее УП профиль и тонким гравером 0,1мм V 15 градусов режем контур дорог
Далее идем в УП карман и более толстой Фрезой либо гравером 0,4мм Зачищаем за 2-3 шага лишнее вокруг дорог
Вроде Все как бы просто, НО как понять Что УП Карман отступила от того контура что мы сделали через УП профиль 0,1мм
и отступила ли?
Второй Вариант как бы сам напрашивается используем УП Карман с двумя инструментами и режем сразу без УП профиль
Но увы нельзя сказать проге что сначала пройдем первый контур тонкой Фрезой а остальные более толстой
Вот что получается после первого прохода тонкого гравера
как Быть ?
 cnc3018.ru
cnc3018.ru



В вопросе и ответ. Для достижения идеала нужно делать пробный рез. Для каждого инструмента свои данные будут. Мало того, при наличии биения на цанге и в патроне, нужно учитывать взаимное расположение оных.В общем мой вопрос возник из того что я не понимаю того что указывать в настройках инструмента а именно диаметр конца Гравера
Ведь по сути покупая китайский Гравер к примеру 0,1мм V20градусов по факту вряд ли он будет 0,1 мм в реальности
даже если и Будет таковым то после минуты фрезеровки медь + стекловолокно он уже станет 0,2 на конце,
+ Биение Китайского гравера + биение шпинделя с патроном посчитаем что оно минимальное и в результате всех этих сумм совсем не понятно что ставить как реальный диаметр ?
Пример берем Фрезу с двумя канавками
по заявлению продавца она 0,1мм 45 градусов кладем под микроскоп на микролинейку и фактически видим что конец 0,2мм
ок заносим в базу инструмента
Далее контрольный рез по плате меряем что получилось
в результате 0,4мм как так ведь должно быть на выходе около 0,29мм? может руки кривые может станок мой криво собран ?
Хорошо берем самое дешёвое китайское перо 0,1мм 20 градусов меряем есть конец 0,1мм
ок режем контрольно получаем приемлемый результат 0,15мм на плате
отсюда и возник мой вопрос как GGEasy За первый проход пройтись тонкой фрезой по контуру дорожек
затем более толстой в моем случае она 0,2 на конце и на плате 0,4 снести вокруг дорожек за два круга ненужную медь
и понимать что мы после первого прохода тонкой фрезой отступили от дорожки 0,1мм и выполнили с отступом УП карман??
Если 0.29 мм - это ширина реза с учетом угла конусности и глубины реза, то всё остальное (ошибка по ширине) это добавка из-за биения фрезы. И её можно тоже учесть , если она стабильна (что не всегда верно, так как иногда зависит от глубины вставки фрезы в цангу), занося в Базу инструментов диаметр, полученный практикой.Далее контрольный рез по плате меряем что получилось
в результате 0,4мм как так ведь должно быть на выходе около 0,29мм?

Указывается ширина прорезаемая данным инструментом. Какой смысл указывать толщину 0.1, если реально режет 0.5?в параметрах диаметра инструмента что нужно указать ? диаметр кончика или ширину реза ?
Ширина реза должна определяться из геометрии наконечника и глубины реза. А у FlatCam странная логика, все делает наоборот, не советую его пользовать для работы с V-граверами.судя по картинке ширина реза извините возможно за глупый вопрос но Flatcam сам это высчитывал
Считаем по среднему кончик 0,2мм 45градусов глубина реза 0,07 ширина реза теоретическая =0,258 или округленно 0,26мм далее полученный результат 0,4мм минус 0,26мм = 0,14мм
теперь в обратную сторону 0,2+0,14= 0,34мм по ширине получаем 0,398мм
В общем нужно перемерять все виды имеющихся граверов и по контрольным резам проверить выполняется ли такое условие...
так в параметрах диаметра инструмента что нужно указать ? диаметр кончика или ширину реза ?
судя по картинке ширина реза извините возможно за глупый вопрос но Flatcam сам это высчитывал
cnc3018.ru
Помогите разобраться как правильно пилить печатные платы под чипули soic8 и прочую мелочь !
Не пинайте за неопытность вопрос мной только изучается,
Скажите как в программе GGEasy пропилить дороги по следующему сценарию
Загружаем Gerber, далее УП профиль и тонким гравером 0,1мм V 15 градусов режем контур дорог
Далее идем в УП карман и более толстой Фрезой либо гравером 0,4мм Зачищаем за 2-3 шага лишнее вокруг дорог
Вроде Все как бы просто, НО как понять Что УП Карман отступила от того контура что мы сделали через УП профиль 0,1мм
и отступила ли?
Второй Вариант как бы сам напрашивается используем УП Карман с двумя инструментами и режем сразу без УП профиль
Но увы нельзя сказать проге что сначала пройдем первый контур тонкой Фрезой а остальные более толстой

Вот что получается после первого прохода тонкого гравера
как Быть ?
Этот метод для ручного подсчета, где и чем резать. Если есть желание, то его можно попробовать сделать на свой страх и риск.Скажите как в программе GGEasy пропилить дороги по следующему сценарию
Загружаем Gerber, далее УП профиль и тонким гравером 0,1мм V 15 градусов режем контур дорог
Далее идем в УП карман и более толстой Фрезой либо гравером 0,4мм Зачищаем за 2-3 шага лишнее вокруг дорог
Вроде Все как бы просто, НО как понять Что УП Карман отступила от того контура что мы сделали через УП профиль 0,1мм
и отступила ли?
Второй Вариант как бы сам напрашивается используем УП Карман с двумя инструментами и режем сразу без УП профиль
Но увы нельзя сказать проге что сначала пройдем первый контур тонкой Фрезой а остальные более толстой
GGEasy в УП Карман несколькими инструментами использует алгоритм бережного отношения к более тонким граверам (фрезам), то есть они используются по минимуму и только в тех местах, где не проходит инструмент бОльшего диаметра. В приведенном выше Вами случае первым надо рассматривать проход фрезы самого большого диаметра. Тонкий гравер подчистит совсем немного уже после работы более толстого, что у Вас и получилось.Вот что получается после первого прохода тонкого гравера
как Быть ?
Бывает же такое... Вчера супруга обнаружила мои заклепки для ПП. И приватизировала. Как думаете, для чего? Бусы и наручные браслеты из них будет делать. Непредсказуемы извивы женской изобретательности...У меня инструмент для довольно тихого заклепывания. Ручной пресс и к нему съёмные насадки для двух типов люверсов на 0.9 мм и на 1.8 мм.
")
Просто использовать возможности станка и GGEasy по максимуму - применить в УП Карман несколько разных диаметров фрез (граверов), то есть довериться GGEasy.Спасибо за ответ!
теперь понятно что без расчета и подмены виртуальных диаметров тут не обойтись...
может и нет смысла этим гимором заниматься...
просто слегка доработать напильником
Интернет портал организованный в 2018 году , для поддержки пользователей мини станка с ЧПУ CNC 3018 и его модификаций.
Мы хотели бы помочь всем, кто приобрел или только собирается приобрести данный станок. Здесь Вы совершенно спокойно можете задать свои вопросы, или просто прочитать полезную или интересную информацию по сборке, настройке и эксплуатации данного мини станка.