
- Регистрация
- 08.05.2026
- Сообщения
- 2
- Реакции
- 0
- Баллы
- 6
- Город
- Санкт Петербург
- Имя
- Сергей
Здравствуйте.
Ситуация следующая: В прошлом году был приобретён станок CNC 4540. Некоторые его ругают, но для моих целей вполне подходит.
Вопросов по нему ещё много, но есть актуальный. Постараюсь описать по-подробнее.
Для написания своих несложных программ я использовал UGS. Теперь задача усложнилась (для меня, конечно), возникла необходимость гравировать шильды.
Заготовки для них уже существуют, но туда надо вписать даты и порядковые номера. Дремелем получается не очень, возраст уже, Паркинсон подбирается.
Попробовал сделать программу в EstlCam. Написал текст, создал код .cn. Потом с помощью пробника по Z выставил ноль поверхности заготовки.
После чего программа заработала, но выше уровня поверхности.
Последовательность видна на скриншотах: текст, код после загрузки, код после обнуления. Вид в UGS специально показан лицевой, что бы видеть работу по оси Z.
Кстати, в UGS работа выглядит корректно, а фактически поднята примерно на высоту щупа. Пробовал корректировать эту высоту с помощью G92 Z19.28, но что-то видимо делаю не так,
или выше, или останов, не доехав до поверхности.
Ситуация следующая: В прошлом году был приобретён станок CNC 4540. Некоторые его ругают, но для моих целей вполне подходит.
Вопросов по нему ещё много, но есть актуальный. Постараюсь описать по-подробнее.
Для написания своих несложных программ я использовал UGS. Теперь задача усложнилась (для меня, конечно), возникла необходимость гравировать шильды.
Заготовки для них уже существуют, но туда надо вписать даты и порядковые номера. Дремелем получается не очень, возраст уже, Паркинсон подбирается.
Попробовал сделать программу в EstlCam. Написал текст, создал код .cn. Потом с помощью пробника по Z выставил ноль поверхности заготовки.
После чего программа заработала, но выше уровня поверхности.
Последовательность видна на скриншотах: текст, код после загрузки, код после обнуления. Вид в UGS специально показан лицевой, что бы видеть работу по оси Z.
Кстати, в UGS работа выглядит корректно, а фактически поднята примерно на высоту щупа. Пробовал корректировать эту высоту с помощью G92 Z19.28, но что-то видимо делаю не так,
или выше, или останов, не доехав до поверхности.
Вложения
-
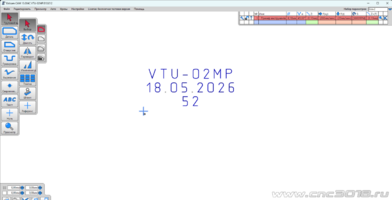 Estlcam CAM 13.004C VTU-02MP.E13.E12 21.05.2026 15_37_18.png127.9 KB · Просмотры: 18
Estlcam CAM 13.004C VTU-02MP.E13.E12 21.05.2026 15_37_18.png127.9 KB · Просмотры: 18 -
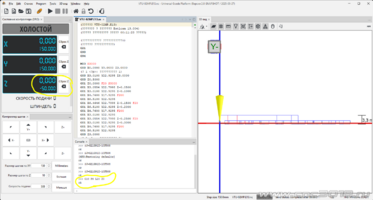 VTU-02MP.E13.nc - Universal Gcode Platform (Версия 2.0-SNAPSHOT _ 2025-05-27) 21.05.2026 15_44...png329.8 KB · Просмотры: 17
VTU-02MP.E13.nc - Universal Gcode Platform (Версия 2.0-SNAPSHOT _ 2025-05-27) 21.05.2026 15_44...png329.8 KB · Просмотры: 17 -
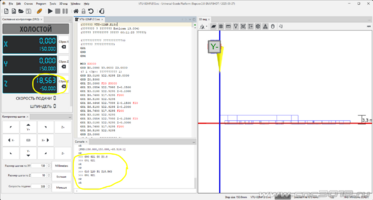 VTU-02MP.E13.nc - Universal Gcode Platform (Версия 2.0-SNAPSHOT _ 2025-05-27) 21.05.2026 15_48...png322.3 KB · Просмотры: 18
VTU-02MP.E13.nc - Universal Gcode Platform (Версия 2.0-SNAPSHOT _ 2025-05-27) 21.05.2026 15_48...png322.3 KB · Просмотры: 18







