

- Регистрация
- 26.11.2020
- Сообщения
- 593
- Реакции
- 389
- Баллы
- 153
- Город
- Жуковский
- Имя
- Александр
Приветствую всех.
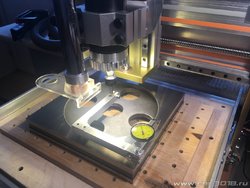
Сразу оговорюсь, ничего нового не придумал, просто приспособил известный метод для нужд именно CNC 3018. В отличие от большинства «взрослых» станков у него слишком мал просвет между столом и осью Х. Поэтому практически невозможно использовать стандартный часовой индикатор типа ИЧ для выставления шпинделя строго перпендикулярно рабочему столу во всех направлениях.
Задача решается достаточно просто, нужны Г-образный кронштейн и индикатор типа ИРБ. Кронштейн в форме буквы Г для того, чтобы плоскость качания ножки индикатора была расположена по касательной к окружности по которой движется шарик ножки. Я заморочился и сделал его из алюминия, а можно и из фанеры, подходящей толщины.
Про погрешность измерений индикатором ИРБ, когда его ножка не параллельна поверхности, слышал. Специально проверил щупами 0.05, 0.1, 0.2 и 0.4 – отклонения минимальны. Погрешность в тысячные доли мм для наших целей не имеет значения, как в прочем и абсолютные значения, важны – относительные, имхо.
У меня есть рамочный угольник, по нему и юстировал, но в принципе можно выставлять шпиндель и по поверхности жертвенника, который до этого был выровнен, шпинделем установленным «на глазок».
Естественно выставлять шпиндель нужно только после того, как вся остальная геометрия станка уже выверена.
Тем, кто давно в теме фрезеров, граверов с чпу, все это должно быть хорошо известно, но начинающим (типа меня) думаю будет полезно.
Сразу оговорюсь, ничего нового не придумал, просто приспособил известный метод для нужд именно CNC 3018. В отличие от большинства «взрослых» станков у него слишком мал просвет между столом и осью Х. Поэтому практически невозможно использовать стандартный часовой индикатор типа ИЧ для выставления шпинделя строго перпендикулярно рабочему столу во всех направлениях.
Задача решается достаточно просто, нужны Г-образный кронштейн и индикатор типа ИРБ. Кронштейн в форме буквы Г для того, чтобы плоскость качания ножки индикатора была расположена по касательной к окружности по которой движется шарик ножки. Я заморочился и сделал его из алюминия, а можно и из фанеры, подходящей толщины.
Про погрешность измерений индикатором ИРБ, когда его ножка не параллельна поверхности, слышал. Специально проверил щупами 0.05, 0.1, 0.2 и 0.4 – отклонения минимальны. Погрешность в тысячные доли мм для наших целей не имеет значения, как в прочем и абсолютные значения, важны – относительные, имхо.
У меня есть рамочный угольник, по нему и юстировал, но в принципе можно выставлять шпиндель и по поверхности жертвенника, который до этого был выровнен, шпинделем установленным «на глазок».
Естественно выставлять шпиндель нужно только после того, как вся остальная геометрия станка уже выверена.
Тем, кто давно в теме фрезеров, граверов с чпу, все это должно быть хорошо известно, но начинающим (типа меня) думаю будет полезно.

")