- Регистрация
- 03.12.2018
- Сообщения
- 4 465
- Реакции
- 9 672
- Баллы
- 138
- Город
- Kazan
- Имя
- Алексей
- Плата
- woodpecker 3.2a
- Прошивка
- 1.1f
Хочу поделится идеей расширяющей возможности наших станков при обработке металла. Жесткость стокового станка для полноценной гравировки, без серьезных переделок, явно недостаточна. Можно конечно покрывать металл краской, выжигать рисунок лазером с последующим травлением. Китайцы предлагают лазеры до 15 вт.
Правда стоит он как второй станок, а вот сколько проработает большой вопрос. Хотя вроде бы отставляет след на нержавейке.
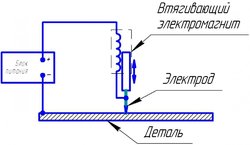
Поэтому хочу напомнить старую технологию - электроэррозионная или электроискровая обработка металла.
На видео всё делается вручную, а если закрепить на шпиндель? Естественно с отдельным источником питания. Для более чистой обработки деталь можно обрабатывать в ванне с керосином (применяется на пром. станках).
Так обрабатывать можно любой металл. От цветного до высоколегированного. Глубина обработки, думаю, будет зависеть от времени обработки точки или количества проходов.
Себе обязательно сделаю и проверю.
И еще пара рисунков
Руки чешутся проверить. Результаты должны быть хорошие, жаль на всё времени не хватает.")
Правда стоит он как второй станок, а вот сколько проработает большой вопрос. Хотя вроде бы отставляет след на нержавейке.
Поэтому хочу напомнить старую технологию - электроэррозионная или электроискровая обработка металла.
На видео всё делается вручную, а если закрепить на шпиндель? Естественно с отдельным источником питания. Для более чистой обработки деталь можно обрабатывать в ванне с керосином (применяется на пром. станках).
Так обрабатывать можно любой металл. От цветного до высоколегированного. Глубина обработки, думаю, будет зависеть от времени обработки точки или количества проходов.
Себе обязательно сделаю и проверю.
Ваши сообщения автоматически объединены:
И еще пара рисунков
Ваши сообщения автоматически объединены:
Руки чешутся проверить. Результаты должны быть хорошие, жаль на всё времени не хватает.