Здравствуйте. Сегодня я бы хотел рассказать об устройстве измерения деталей или инструмента типа Renishaw\ ренишоу как у нас говорят. Что то, что это устроено примерно одинаково и отличается только конструктивным исполнением. Поскольку мы тут все любим 3018, то я думаю, измерение инструмента нам особо не пригодится. А вот измерение заготовки? Что ж, это интересная задача.
Сначала я расскажу о том, как это все происходит на "больших и крутых" станках (на самом деле это не то чтобы крутые станки Haas, можно сказать дешманские. Но явно не домашние - цены под 50 млн р. я думаю отрезвят любого). Но в промышленности все прывыкли умножать на тысячу, вот и в микронах считают, и деньги миллионами. Давайте рассмотрим, как работают "сурьезные" устройства измерения заготовок и габаритов. Вот один из распространенных щупов, которые это позволяет делать на Хаасах.

На фото измерительная головка, конус 50` , керамический стержень с рубиновым шариком на конце. А почему он замотан изолентой? Ну, было дело, оператор не предусмотрел и щупом врезался в оснастку, керамический щуп сломался. А синяя изолента дает + 100 к точности и прецизионности, поэтому на фото у щупа точность даже выше, чем изначально с завода.
Данный прибор позволяет очень точно ( до микрон) обмерять заготовки, их границы, строить карты поверхности и рубиновый шарик на конце там как раз для повторяемости. Ведь карту поверхности можно строить с плотностью до 1000 точек на миллиметр! Шарик в это время тык-тык-тык! Мало какой материал выдержит подобное обращение и не потеряет геометрию. А шарик этот - искуственно выращенный рубин, с твердостью почти не уступающей алмазу - поэтому его там и используют. Но зачем тут используют керамическую тонкую трубочку, которую и сломал в данном случае незадачливый оператор? А именно для того, чтобы она ломалась! Ведь нутрянка данного щупа очень прецизионная (я же упоминал про микроны?) и пусть лучше сломается сам щуп, чем сам девайс.
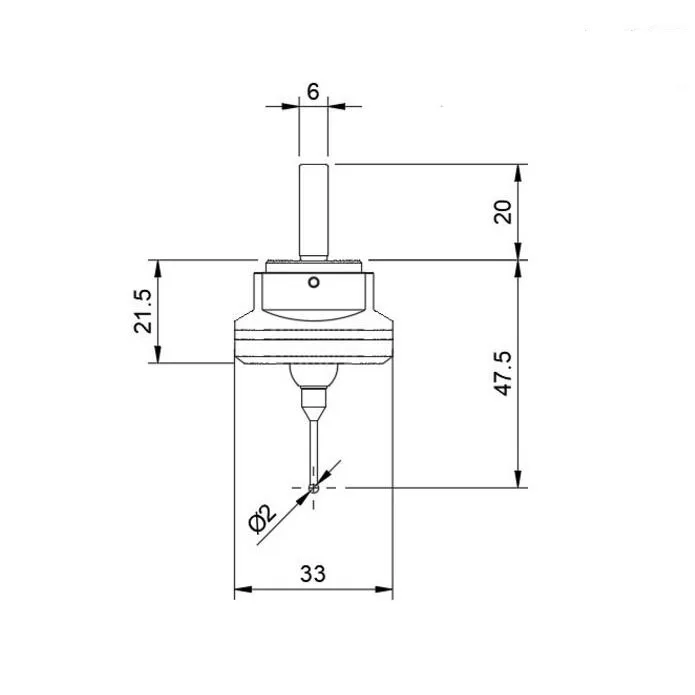
Вот теперь разберем, что за девайс то такой. С виду это похоже на патрон для фрез, и начинающий фрезеровщик может спокойно влипнуть на неустойку в районе 500 000 рублей, а то и больше, нажав команду включения шпинделя. В этом случае все внутренние детали (а внутренние схемы распаяны исключительно на лавсановой пленке) - разлетаются, стекло весело лопается, и ренишоу превращается в одну большую и ненужную железяку. А оператор глотает валидол. Потому что станок никак не распознает инструмент в шпинделе, он слушается лишь оператора.
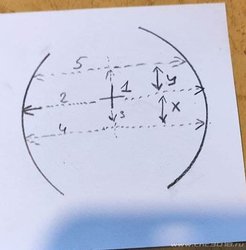
Принцип работы сей приблуды - обычный концевик. Ну как обычный. Он состоит из шести контактных пар.

Есть шесть шариков (да, просто обычные прецизионные шарики), на изолированном основании (обычно это анодированный алюминий). Шарики соединениы между собой перемычками из мелких пружинок. Между шариков находится треугольная платформа с цилиндрическими контактами. Суть в том, что все эти шарики, контакты платформы - соединены последовательно, и по сути это один такой большой концевик. Высокоточный. Высокая точность обеспечивается не только геометрией шаров и контактных цилиндров - но самой конструкцией. Посмотрите на рисунок. При любом воздействии на щуп - строго вертикально или горизонтально - рвется минимум один контакт из шести. Оно неочевидно, но именно эта конструкция позволяет ловить микроны, в отличие от других. Никакого значимого тока через этот "концевик" не протекает, там микроамперы, и при попадании СОЖ это все дело начинает адски глючить. Но я отвлекся. По факту щуп - это двухполярник, а схема которая с ним работает - в режиме омметра. Но омметр очень хитер. У ренишоу есть ИК передатчики и ИК приемники (на станке). Следите за руками. Задается хитрая программа, скажем, найти центр отверстия. Ренишоу начинает обмениваться со станком световыми посылками - их видно. Красненькие, зелененькие, желтенькие мигают. Станок начинает ехать примерно в центр, опускает свой шарик, и едет до примерной стенки отверстия условно на G1.F10. За 10 мм до условной стенки отверстия станок сбрасывает скорость до F0.1 и оччень плавно дотрагивается шариком щупа до края отверстия. В это время происходит колдунство. Буквально до мгновения, когда щуп дотронется до стенки детали, щуп со станком обмениваются точным временем. ПЛИС в станке взводит таймер и начинает свой отсчет. Происходит отскок. Эти параметры все заложены в программу замера, поэтому станок точно знает, сколько микрон проехал щуп отсюда досюда.Потом станок опять щупает деталь, каждый раз уменьшая расстояние до щупа. Математика там не сильно сложная, чуть ли не выборка по среднему. Поскольку при каждом касании щуп выдает в станок данные "я коснулся!", подобно Лунтику, станок знает координаты каждого этого касания. Вот так это выглядит изнутри ПО станка и электроники в частности.
Вопрос - а как можно изготовить подобный прибор для 3018? Принцип прост - если на 6 точек касания довольно мелковатая механика будет, то хотя бы на три - пойдет. Конечно, у нас не будет никаких беспроводных трансляций, тут главное изготовить сам концевик по образу и подобию. Три точки, три шарика от подшипника, полированная пластинка (от клапанов 2109 идеально) , схема 3 И - НЕ - выход можно приспособить как минимум для постройки карты высот. А если для Кандли кто умеет писать скрипты (я пока не умею) - думаю там есть куда развернуться. И обмер заготовок, и использование станка как измерительная машина. И не за кучу денег, а своими руками. Ну вот. Поделился.

 не параллельно, а последовательно. Если взять с двух рядом расположенных шариков. До этого только мысленно представлял конструкцию, и только сегодня взглянув внимательней на фото в посте #1, понял свою ошибку.
не параллельно, а последовательно. Если взять с двух рядом расположенных шариков. До этого только мысленно представлял конструкцию, и только сегодня взглянув внимательней на фото в посте #1, понял свою ошибку.