
- Регистрация
- 08.02.2020
- Сообщения
- 39
- Реакции
- 14
- Баллы
- 8
- Город
- Irkutsk
- Имя
- Max
Последнее редактирование:
Добрый день.
Вводная: станок 3018PRO, фреза кукуруза 3,175, подача 2мм/сек, врезание по Z - 0,5мм за проход. Фанера березовая 1/2, 4мм. Все люфты по всем осям выбраны подкладками.
Проблема в том, что в одних и тех же местах фрезу/фанеру "подрывает"... Не знаю как описать, ощущение, что фрезу подклинивает что ли... При этом фанерную пыль во все стороны фонтаном разбрасывает, хотя до этого пыль на столе лежит даже не шелохнется. Лучше всего посмотреть на видео, там видно, как фреза сперва идет нормально, потом есть промежуток где начинается это явление (с 7 секунды). После прохождения проблемного участка фреза опять идёт нормально. Проявляется ближе к крайним положениям по оси Х (или как правильно называется ось, на которой каретка висит?) В чем дело понять не могу, может сталкивался кто?
Видео. На 7 сек начинается фигня.
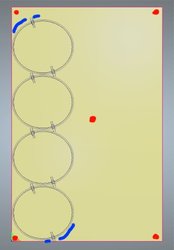
Вот схема с арткама.
- Красным отмечены точки крепления саморезами
- Синим - проблемные части траектории, в других местах эффекта нет от слова совсем.
Заметно, что эффект появляется при приближении к перемычкам. Совпадение?
Вводная: станок 3018PRO, фреза кукуруза 3,175, подача 2мм/сек, врезание по Z - 0,5мм за проход. Фанера березовая 1/2, 4мм. Все люфты по всем осям выбраны подкладками.
Проблема в том, что в одних и тех же местах фрезу/фанеру "подрывает"... Не знаю как описать, ощущение, что фрезу подклинивает что ли... При этом фанерную пыль во все стороны фонтаном разбрасывает, хотя до этого пыль на столе лежит даже не шелохнется. Лучше всего посмотреть на видео, там видно, как фреза сперва идет нормально, потом есть промежуток где начинается это явление (с 7 секунды). После прохождения проблемного участка фреза опять идёт нормально. Проявляется ближе к крайним положениям по оси Х (или как правильно называется ось, на которой каретка висит?) В чем дело понять не могу, может сталкивался кто?
Видео. На 7 сек начинается фигня.
Вот схема с арткама.
- Красным отмечены точки крепления саморезами
- Синим - проблемные части траектории, в других местах эффекта нет от слова совсем.
Заметно, что эффект появляется при приближении к перемычкам. Совпадение?

")
