Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно. Вам необходимо обновить браузер или попробовать использовать другой.
Делаю в Арткаме УП (управляющую программу) согласно установленной заготовки...
Выставляю заготовку, креплю (скотч двухсторонний, редко прихватами)...
Когда не стояли концевики, то я работал как-то так:
На заготовке можно определить точку, которую станок 100% не будет обрабатывать и карандашом(маркером)ставим точку "ТП" (точка привязки). На этой же точке обнулял "X" и "Y", "Z" подгонял до касания с материалом в "ТП" и обнулял "Z". Затем, при смене инструмента, внезапной ошибки GRBL (помехи), отключение электричества (от нас не зависящего) по "ТП" можно выставить высоту по "Z"... Сейчас в меня полетят помидоры...(топором отрубил, погрешности, не точно, плюс-минус), да, не спорю даже (я в ответ яйца приготовил, куриные, ага) это единственный недостаток такого метода, из-за чего настаиваю: КОНЦЕВИКИ НУЖНО СТАВИТЬ ОБЯЗАТЕЛЬНО!!!
(какими бы они не были, концевик лучше чем глаз)
оффтоп
После этого, подняв "Z" выставляю "0" (ноль УП) на заготовке, записал "X" и "Y" (в черновичке, на листке) приблизительное смещение относительно "ТП". При загрузке "УП" в крендель, программу управления станком (я работаю только с Candle 1.1.17, ОС Windows 7 и Windows 10) при клике на любой строке "УП" в окне визуализатора можно определить достаточно точно, с какого момента нужно продолжать... Нашёл место(я ставил на 1...2 мм до места останова, для перестраховки) нужной строки, кликнул строку для выделения, нажал и держу кнопку "ОТПРАВИТЬ", появляется строка "ОТПРАВИТЬ С ТЕКУЩЕЙ СТРОКИ", жмем на ней, появляется подтверждение обработки предыдущих команд, соглашаемся и ждем окончания обработки...
Вот когда поставил концевики, всё стало намного проще и самое главное точнее!!!
При включении станка отправляю все оси в положение "ДОМ", сбрасываю все координаты на ноль (обнулил), выставляю теперь ноль начала обработки УП на заготовке, "Z" подгоняю до касания и повторно, перед тем как обнулить, записываю положение смещения относительно позиции "ДОМ" ноля заготовки (потом из "ДОМ" можно сразу забить смещение из записанных координат, переехать и обнулить в этой точке, это будет ноль заготовки), обнулил всё, поднял "Z" на безопасную глубину, запускаю УП, ждем окончания обработки... Если какой глюк, свет отключили... Подняли "Z", установили "ДОМ" и можно запускать обработку дальше, данные "0" заготовки должны храниться в GRBL (если мне не изменяет серое вещество)...
У меня на станке CNC 3018 Pro(прошивка 1.1h, установил сразу, после сборки, стояла 0.9)позиция "ДОМ" (шпиндель) находится с левой стороны, от меня, оператора... Нужно переделать на правую сторону к себе, тогда координаты обработки "X" и "Y" будут находится в плюсовой зоне координат. Сейчас у меня по всем осям отрицательные координаты обработки, а может и не буду переделывать... Для меня привязка не критична...
Вот как-то так выглядит алгоритм обработки изделий на станке у меня... У кого-то может по другому, однозначно, ага...
На заготовке можно определить точку, которую станок 100% не будет обрабатывать и карандашом (маркером) ставим точку "ТП" (точка привязки). На этой же точке обнулял "X" и "Y", "Z" подгонял до касания с материалом в "ТП" и обнулял "Z". Затем, при смене инструмента, внезапной ошибки GRBL (помехи), отключение электричества (от нас не зависящего) по "ТП" можно выставить высоту по "Z".
Всегда, перед началом, загонял станок в угол (начало координат) до упора, обнулялся через кнопку "Reset", Чтобы обнулить машинные координаты, подгонял фрезу к месту предполагаемого начала, обнулял рабочие координаты, тем самым записывая координаты для восстановления системы координат, начинал работу. При сбое восстановление начинал с этих же операций, восстановления системы координат и отправке к строке остановки.
Пока что просто набросок(основание станка, ДСП /фанера/ 620х600 мм)... ибез комментариев!
Из серии постройки нового станка... (CNC5030 Metal)
Уголок и тавр из алюминия, толщиной 3 мм... Фанера 17 мм...
Думаю с верху, рельс будет лежать на уголку 50х50 мм, а с низу (через фанеру) тавр 25х25 мм... Фанера не совсем ровная (выгнута), а так металл (алюминий/дюраль) должен не давать фанере выгибаться...
Скрутил из профиля алюминиевого 20х20х1,5 и 20х40х1,5... Длина 500 мм... Набрал ширину 300 мм, чередуя профиля...
Да вот...
Скрутил всё шпильками (⌀ 6 мм, 4 штуки)... Между профилями насверлил дополнительных отверстий между шпильками (⌀ 10 мм, что бы эпоксидная смола могла растекаться)...
Вот пока не залил, хочу эти отверстия до самих краёв насверлить...
И вместо стандартных шпилек (у них резьба ни какая), сделал из кругляка (⌀ 6 мм) шпильки самодельные, нарезав нужную длину резьбы и вместо обычной гайки поставил удлинённую гайку (15 мм, вроде)...
На фото стоковая (из магазина) шпилька...
Торцы профиля хочу уголком 20х20х2 мм закрыть...
Возможно ещё несколько сквозных гаек добавлю (токарь выточит) для крепления, так сказать...
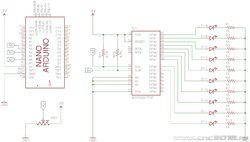
Это же шкальный дискретный индикатор, если применить не нано, а мини про, можно забацать пробник вольтметр, да вообще, любой ацп дискретник, даже управление по паре проводов с десятка кнопок.
Это же шкальный дискретный индикатор, если применить не нано, а мини про, можно забацать пробник вольтметр, да вообще, любой ацп дискретник, даже управление по паре проводов с десятка кнопок.

")