- Регистрация
- 03.11.2018
- Сообщения
- 41
- Реакции
- 18
- Баллы
- 28
- Город
- Кировск
- Прошивка
- 1,1f
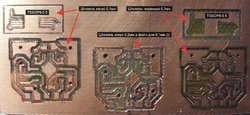
Ну вот, сення свершилось: первый опыт получен. В Альтиуме создал тестовый модуль, изучил FlatCAM, через него вывел файлы G кода и загрузил в Candle 1.1.7. С точки зрения софта все нормально, можно работать. Но результат пока плачевный, такое даже паять еще нельзя. Вот основные мысли:
1. Гравировал неизвестными фрезами (штихелями?) из комплекта со станком. В файлах указывал их как 0,1мм. Мне думается, что ими работать вообще нельзя, возможно очень мягкий сплав.
2. Карта высот делалась без проблем, текстолит практически не задет. Правда первая попытка была неудачной - по неизвестной причине на середине работы вдруг станок перестал погружать штихель в фольгу - смещение по Z всегда было больше нуля. Это досадно, т. к. помехоустойчивость этих станков не лучше китайских 3d принтеров. Большие платы наверное будет невозможно сделать с первой попытки.
3. Отверстия и контур делал фрезой 0,8мм. Она у мну довольно длинная поэтому при сверлении и подачи на резке контура очень хорошо видно, как ее гнет. Указывал для сверления глубину стеклотекстолита 1.6мм, в результате отв и контур "вышли" снизу платы не до конца. И это на скорости 15мм/мин. И конечно же хорошо заметно как гнет у станка пластиковые прибамбасы со шпинделем - этот узел подлежит безусловному апгрейду, причем немедленно. Нужно что-то металлическое варганить, но тогда увеличится нагрузка на карболитовые боковины станка...
4. Обороты двигла я пока установил на 500 в Candle. Это конечно повлияло на результат, но я не думаю, что сильно. В первую очередь все определяет штихель? Пока моих знаний недостаточно, чтобы правильно выбрать инструмент именно для плат, ведь помимо этих "штихелей" есть некие специальные фрезы... С этими моментами нужно разбираться...
В целом пока настрой пессимистический. Данная технология все же проигрывает фоторезисту, особенно если осознать в CNC геморрой с
изготовлением двусторонних плат. Именно они то мне и нужны. Переворот платы здесь довольно трудная задача, точность сразу страдает, но хотя бы односторонние модули-прототипы нужно научиться делать. Держусь пока за то, что хоть отверстия сверлить можно будет - на последней плате их было около 250 штук - я просто запарился конкретно...

1. Гравировал неизвестными фрезами (штихелями?) из комплекта со станком. В файлах указывал их как 0,1мм. Мне думается, что ими работать вообще нельзя, возможно очень мягкий сплав.
2. Карта высот делалась без проблем, текстолит практически не задет. Правда первая попытка была неудачной - по неизвестной причине на середине работы вдруг станок перестал погружать штихель в фольгу - смещение по Z всегда было больше нуля. Это досадно, т. к. помехоустойчивость этих станков не лучше китайских 3d принтеров. Большие платы наверное будет невозможно сделать с первой попытки.
3. Отверстия и контур делал фрезой 0,8мм. Она у мну довольно длинная поэтому при сверлении и подачи на резке контура очень хорошо видно, как ее гнет. Указывал для сверления глубину стеклотекстолита 1.6мм, в результате отв и контур "вышли" снизу платы не до конца. И это на скорости 15мм/мин. И конечно же хорошо заметно как гнет у станка пластиковые прибамбасы со шпинделем - этот узел подлежит безусловному апгрейду, причем немедленно. Нужно что-то металлическое варганить, но тогда увеличится нагрузка на карболитовые боковины станка...
4. Обороты двигла я пока установил на 500 в Candle. Это конечно повлияло на результат, но я не думаю, что сильно. В первую очередь все определяет штихель? Пока моих знаний недостаточно, чтобы правильно выбрать инструмент именно для плат, ведь помимо этих "штихелей" есть некие специальные фрезы... С этими моментами нужно разбираться...
В целом пока настрой пессимистический. Данная технология все же проигрывает фоторезисту, особенно если осознать в CNC геморрой с
изготовлением двусторонних плат. Именно они то мне и нужны. Переворот платы здесь довольно трудная задача, точность сразу страдает, но хотя бы односторонние модули-прототипы нужно научиться делать. Держусь пока за то, что хоть отверстия сверлить можно будет - на последней плате их было около 250 штук - я просто запарился конкретно...
") )
)