Не знаю было или нет (заранее извиняюсь за повтор), но не нужно гадать какие параметры применять для резки тех или иных материалов! Всё уже давно придумано)
Я раньше тоже брал значения от балды и не понимал почему не получается, или получается, но возникают проблемы или с фрезой (налипает алюминий), или с материалом (плавится оргстекло).
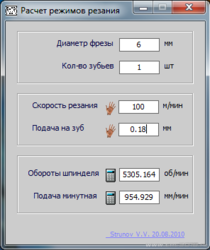
Есть одна классная прога для расчёта параметров фрезеровки (во вложении)
1) Вводим то что мы знаем уже точно: диаметр фрезы и количество зубьев
2) Далее нужно ввести скорость резания и подачу на зуб. Берём эти данные из таблицы. Хочу заметить что скорость резания даётся интервалом от минимального до максимального значения. Чем ниже скорость резания - тем лучше режется, но чем выше - тем чище поверхность(как я понял, если ошибаюсь - поправьте). В столбцах подачи на зуб смотрим значение для фрезы 6мм - для оргстекла это значение равно
0.18мм
Вообще я где-то встречал формулу что подачу на зуб можно расчитать как
fz=D*0.01 (среднее значение), что будет равно 0.06мм
И ещё встречал что подача на зуб лежит в диапазоне
0.05*D<fz<0.15*D, что будет равно диапазону 0.03...0.09, но видимо эти формулы работают больше более твёрдым материалам, а для мягких можно завышать эти значение в 2 раза:
fz=D*0.02 и
0.1*D<fz<0.3*D
3) После ввода значений получаем нужные нам обороты шпинделя и подачу, а дальше только подбираем значение
ap(величина съёма по Z) и пробуем, корректирую скорость резания и подачу на зуб (подачу на зуб желательно выбирать из расчётного диапазона и не выходить за него)

Старайтесь подобрать инструмент и значение скорости резания и подачи на зуб под возможности станка и тогда работа станет комфортной!
")