- Регистрация
- 11.01.2020
- Сообщения
- 65
- Реакции
- 3
- Баллы
- 8
- Адрес
- Павловский Посад
- Город
- Россия, Павловский Посад
- Имя
- Михаил
- Плата
- 3.4
- Прошивка
- 1.1f
Итак,после сборки сегодня попробовал впервые резать деталь в виде простой проставочки 68х40х3 из оргстекла.
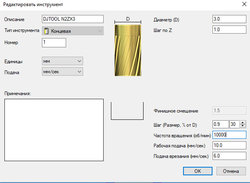
Фреза 3мм диаметр,2 перая,советская,цанга тоже 3мм.
УП написал в Artcam2018,вроде верно,с такими настройками - 1мм за проход снимаю,4 перемычки
Выставляю фрезу по центру заготовки,обнуляю ХУ,после чего касаюсь поверхности,обнуляю Z
Отвожу фрезу на 20мм вверх.
Запускаю УП.
И,вуаля - в 1 же проход фреза заглубляется на все 3мм,на перемычки пофиг вообще...
Что я делаю не так?
Фреза 3мм диаметр,2 перая,советская,цанга тоже 3мм.
УП написал в Artcam2018,вроде верно,с такими настройками - 1мм за проход снимаю,4 перемычки
Выставляю фрезу по центру заготовки,обнуляю ХУ,после чего касаюсь поверхности,обнуляю Z
Отвожу фрезу на 20мм вверх.
Запускаю УП.
И,вуаля - в 1 же проход фреза заглубляется на все 3мм,на перемычки пофиг вообще...
Что я делаю не так?
") . Прогиб валов Х + возможный пропуск шагов и имеем то что имеем. Сделайте заглубление за проход 0,2-0,3мм и попробуйте снова.
. Прогиб валов Х + возможный пропуск шагов и имеем то что имеем. Сделайте заглубление за проход 0,2-0,3мм и попробуйте снова.