2. Какая должна быть скорость движения лазера при мощности 20-30мВт для засветки позитивного фоторезиста?
Если все вопросы решены, кроме этого, то ответ очень простой - методом эксперимента с конкретным фоторезистом. На видео из инета - как бы при более-менее нормальной экспозиции цвет фоторезиста меняется сразу от засветки.
1. Что необходимо исправить в G-коде, чтобы Candle или другая программа правильно засвечивала лазером плату?
В g-коде ничего менять не надо, надо в Настройках GGEasy для лазера сделать так:

В настройках GRBL, например, выставить
$30 = 255 - максимальные обороты шпинделя (мощность лазера)
$31 = 0 - минимальные обороты шпинделя (мощность лазера)
$32 = 1 - включен режим лазера
$110, 111 - выставить 2000 ... 2500 мм/мин - это по возможностям каждого CNC3018 в отдельности, чтобы при этом не было пропусков шагов.
$120, 121 - начиная с 1 мм/сек^2 увеличивать тоже до момента пропуска шагов, а затем сделать небольшой откат назад, чтобы уверенно не было пропусков.
В настройках Базы инструментов лазер выставить диаметр фокусного пятна и максимальную мощность лазера из настроек GRBL $30 (например, как выше 255), скорость подачи - это уже после экспериментов будет зависеть от максимальной мощности применяемого лазера:

Для
позитивного негативного фоторезиста используем Карман растровый как указано ниже:

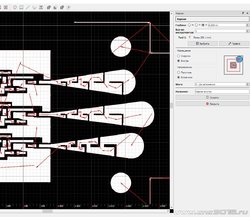
Создать. В увеличенном виде будет сгенерирован g-код:

Вот так будут выглядеть начальный и конечный участок файла g-кода:


Да, в Кармане растровом Профиль:
- без профиля
- в начале
- в конце
это будет ли лазер после растрового сканирования двигаться по краям меди, сглаживая концевые отрезки растра, если да, то перед растром или после растра.
В Кармане растровом, если не используется HLDI, то настраивать Ускорение не обязательно - в данном случае оно при создании g-кода не применяется.

")