- Регистрация
- 24.08.2018
- Сообщения
- 8 253
- Решения
- 2
- Реакции
- 7 717
- Баллы
- 205
- Возраст
- 55
- Город
- Долгопрудный
- Имя
- Владимир
- Плата
- MKS DLC GRBL
-
Рекомендованный
- #106
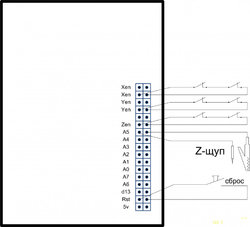
А значения отката хватает для размыкания концевика? Принцип работы такой: при нахожлении концевика идет откат на несколько мм (в моем случае 1мм по всем осям) этого хватает для отключения концевика, из обьяснений я понял что концевик замкнут при нахождении его(z-верхний) возможно это и вызывает ошибку. Нужно проверить чтобы концевики точки дома, при его нахождении откатывались (возвращались) до момента его сработки. Сейчас посмотрю значение в прошивке.







") ) где я туплю блин!?
) где я туплю блин!?