- Регистрация
- 07.11.2018
- Сообщения
- 16
- Реакции
- 17
- Баллы
- 23
- Возраст
- 23
- Город
- Москва
- Имя
- Дмитрий
- Станок
- CNC3020 Pro Cronos
- Плата
- CronosMaker v2.0; Woodpecker CNC
- Прошивка
- 1.1f
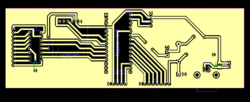
Всем привет, хочу поделиться в этой теме своим опытом по созданию ПП на станке. За декабрь + конец января успел наделать около 10 плат, каждая по площади более 100*100 мм.
Расскажу, какими фрезами пользовался, как организовывал процесс, об ошибках и поломках, давайте начнем.
В начале декабря потребовалось создать 5 плат для своего проекта, станок в принципе для этого и покупался (еще в июле 2017). До этого успел сделать несколько небольших плат, но с ними получилось все нормально только потому, что они маленькие.
Покупаем на али: фрезы кукурузы 0.5, 1,5 и набор сверл (0,2-1,2), и ждем. У меня вот так. Заранее - лучше найти 0.5-е фрезы с маленькой рабочей частью, чтоб не ломались, у меня такие (тык). (И только сейчас, кажется, понял, что это больше похоже на сверла). Вот такие (тык) неплохо выглядят, можно взять, попробовать.
Коротко о моем станке: обычный CNC3018, из модификаций кулер на деревянных шпажках, обдувающий дравйверы и концевики. Шпиндель шаговики каретка стандартные. Прошивка 1.1f, софт опишу в следующих статьях.
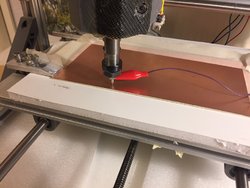
Начнем со столика. Кладем любой нормально сверлящийся материал, типо фанеры или оргстекла/акрила. (У меня ПВХ сэндвич-панель, ее я не советую, расклеивается.) И прикрепляем любым удобным способом. У меня это двухсторонний скотч + термосопли сбоку. Рекомендую взять маркер, прилепить к каретке и сверху-снизу, в любых удобных местах проехать по оси Х, чтоб получились горизонтальные наметки (для удобства выравнивания текстолита).
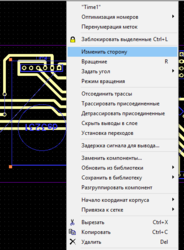
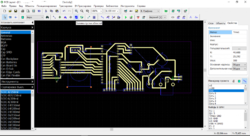
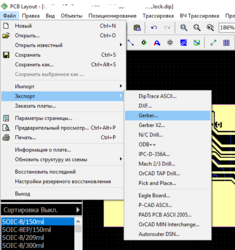
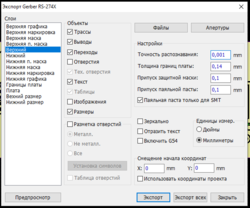
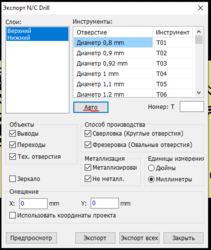
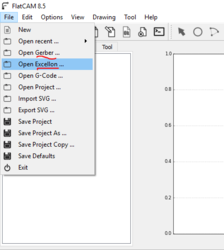
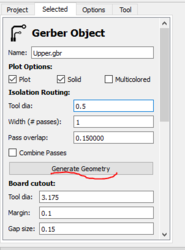
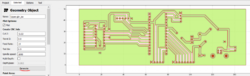
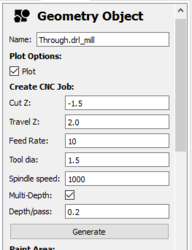
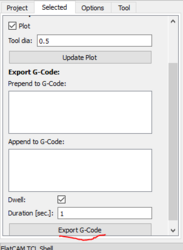
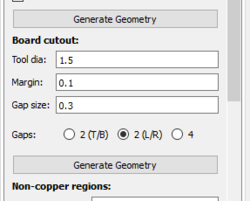
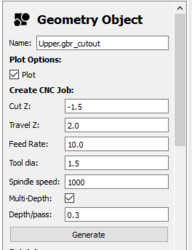
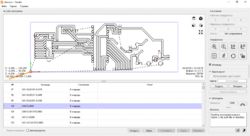
База готова, далее расскажу о подготовке файлов.
Расскажу, какими фрезами пользовался, как организовывал процесс, об ошибках и поломках, давайте начнем.
В начале декабря потребовалось создать 5 плат для своего проекта, станок в принципе для этого и покупался (еще в июле 2017). До этого успел сделать несколько небольших плат, но с ними получилось все нормально только потому, что они маленькие.
Покупаем на али: фрезы кукурузы 0.5, 1,5 и набор сверл (0,2-1,2), и ждем. У меня вот так. Заранее - лучше найти 0.5-е фрезы с маленькой рабочей частью, чтоб не ломались, у меня такие (тык). (И только сейчас, кажется, понял, что это больше похоже на сверла). Вот такие (тык) неплохо выглядят, можно взять, попробовать.
А давайте тему создадим с алишными фрезами, чтоб новичкам/не-новичкам знать, что купить под свою задачу
Коротко о моем станке: обычный CNC3018, из модификаций кулер на деревянных шпажках, обдувающий дравйверы и концевики. Шпиндель шаговики каретка стандартные. Прошивка 1.1f, софт опишу в следующих статьях.
Начнем со столика. Кладем любой нормально сверлящийся материал, типо фанеры или оргстекла/акрила. (У меня ПВХ сэндвич-панель, ее я не советую, расклеивается.) И прикрепляем любым удобным способом. У меня это двухсторонний скотч + термосопли сбоку. Рекомендую взять маркер, прилепить к каретке и сверху-снизу, в любых удобных местах проехать по оси Х, чтоб получились горизонтальные наметки (для удобства выравнивания текстолита).
База готова, далее расскажу о подготовке файлов.


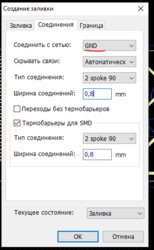
") . Особенно удобно, когда на одной плате и SMD, и DIP микрухи.
. Особенно удобно, когда на одной плате и SMD, и DIP микрухи.